
Dişlilerde Devir ve Tork Hesabı
Yeni ürün tasarım ve imalatlarınız için Hizmetinizdeyiz
|
DİŞLİLERDE DEVİR VE TORK HESABI Dişlilerin dizayn kriterlerine girmeden önce diş sayısı (Z) ile devir(N) ve tork (T) ilişkisini anlatalım. Dişliler tork ve dönme hareketini aktarmak için dizayn edilirler. Bir dişli çifti bölüm dairesine teğet konumda birbirlerine dokundukları için bu noktada oluşan kuvvet (F) ve çizgisel hız (V) her iki dişli için aynı, ancak tork ve devir değerleri yarıçaplar oranında birbirinden farklı olur. |
|||
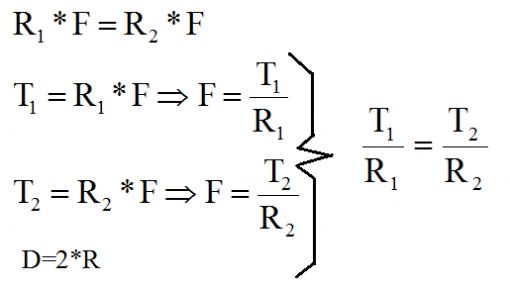 |
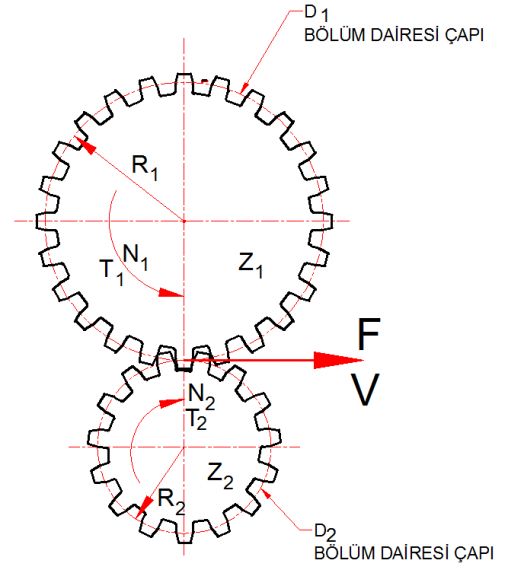 Ri : Bölüm dairesi yarı çapı
|
||
|
Bir eşitliğin her iki tarafını aynı sayı ile çarpar veya bölersek eşitliğin değeri bozulmayacağından
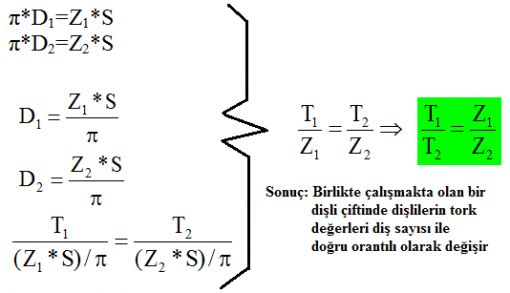
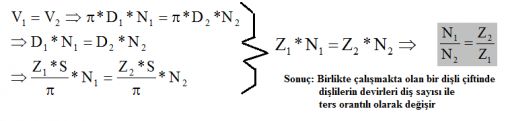
Çevrede ki diş sayıları tam sayı olmak zorunda ve birlikte çalışacak dişlilerin diş adımları da birbirine eşit olmak zorundadır. Böylece; |
|||
 |
|||
 |
|
|
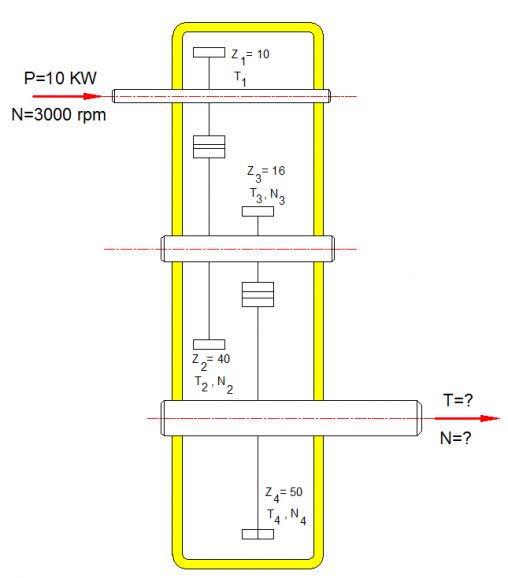
ÖRNEK: Yukarıda bulunan ilişkileri kullanarak P=10 KW ve N=3000 rpm değerlerinde bir motorla tahrik edilen iki kademeli redüktörden alınacak tork ve devri hesaplayalım. Redüktör dişlileri 1. Kademede Z1=10 diş, Z2=40 diş Önce giriş torkunu hesaplayalım: P= T1*N1/9550 (Bkz. Önemli formüller) => T1=9550*P/N1 => T1=9550*10/3000 => T1=31.8 N-m T1/T2=Z1/Z2 => T2=T1*Z2/Z1 => T2=31.8*40/10 => T2=177.12 N-m Z2 ve Z3 Dişlileri aynı şaft üzerinde olduğu için T2=T3=127.2N-m T3/T4=Z3/Z4 => T4=T3*Z4/Z3 => T4=127.2*50/16 => T4=397.5 N-m Çıkış şaftındaki tork T=397.5N-m Devir Hesabı N1/N2=Z2/Z1 => N2=N1*Z1/Z2 => N2=3000*10/40 => N2=750rpm Z2 ve Z3 Dişlileri aynı şaft üzerinde olduğu için N2=N3=750rpm N3/N4=Z4/Z3 => N4=N3*Z3/Z4 => N4=750*16/50 => N4=240rpm Çıkış şaftındaki devir N=240 rpm Redüktörün indirgeme oranı i=Giriş devri/Çıkış devri i=3000/240 => i=12.5/1 |
 |
|
PRATİK ÇÖZÜM Yukarıdaki örnek konunun kolay anlaşılması açısından uzun yoldan çözülmüştür. İndirgeme oranı=Birinci kademe indirgeme*İkinci kademe indirgeme i=i1*i2 i=(Z2/Z1)*(Z4/Z3) i=(40/10)*(50/16) i=12,5 NÇIKIŞ=NGiriş/ i NÇIKIŞ=3000/12.5=240 rpm TÇIKIŞ=TGiriş*i P= Tgiriş*Ngiriş/9550 (Bkz. Önemli formüller) => Tgiriş=9550*P/Ngiriş => Tgiriş=9550*10/3000 => Tgiriş=31.8 N-m TÇIKIŞ=31.8*12.5 TÇIKIŞ=397.5 N-m |
 |
|
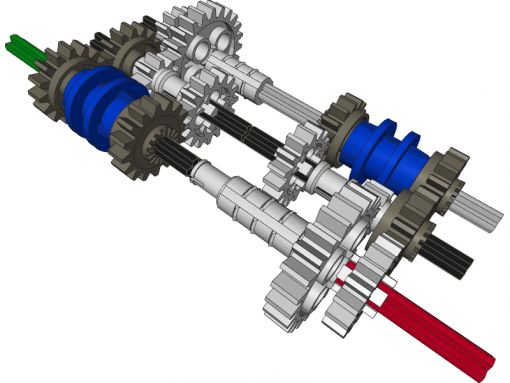
OTOMOBİL ŞANZUMAN KUTUSU Otomobil dişli kutuları (şanzuman) yukarıda anlatılan Devir-Tork ilişkisi prensibi ile çalışmaktadırlar. Vites kutusu mekanizması basit olarak şöyle çalışır. Aynı şaft üzerinde farklı diş sayılarındaki dişliler vites kolu mekanizması ile kaydırılarak bir dişli çifti birbirlerinden ayrılırken bir başka dişli çifti ile eşleştirilmektedir. Yandaki animasyonda dişli-vites kutusunu nasıl çalıştığı gösterilmiştir. |
 |