

TAKIM ÇAĞIRMA VE OFSET OKUTMA
Mazak tezgahında takım çağırırken öncelikle takımın hangi pozisyonda çalıştığına dikkat edeceğiz.Mazak tezgahı toplam 40 adet takım alabiliyor magazine. T1000.8 T10 takım numarası sonundaki 00 ise ofset numarasıdır. T1000.8 1nci takım oluyor magazindeki genellikle kaba torna kateri.
Takım çağırırken MDI moduna alıyoruz tezgahı ve T2000.8 T2000.9 T2000.14 kodlarını yazıp START a bastığımız zaman 2 numaralı takım gelecek.
8 pozisyonunda takımı çağırınca bu pozisyonda karşımıza gelir.
9 pozisyonunda takımı çağırınca bu pozisyonda karşımıza gelir.
14 pozisyonu oriyentli pozisyondur 2nci aynada çalışan parça var ise bu pozisyonda yada istenilen oriyent pozisyonunda çağırılır.
1 den 9 a kadar magazinde dizili olan takımları çağıracağımız zaman 1000.8 9000.8 gibi 10 dan 40 a kadar olanlarda ise 10000.8 40000.8 gibi.
AYNA AYAKLARINI SÖKMEK ve AYNANI KİTLEMEK
İşlediğimiz parçanın çapı diğer parçadan ufak ise ayna ayakları onu sıkmayacaktır. Bu yüzden ayna ayaklarını söküp 2 diş yada 3 diş ileri almamız gerekiyor örneğin. Aynayı kitlemek için MF1 tuşu ile birlikte C Ekseni Bağla Tuşuna basınca ayna kendini kilitler ve dönmez. Aynanı döndürmek için El konumuna alıyoruz tezgahı C pozisyonuna getiriyoruz tezgahı ve cır cır ile aynayı döndürüyoruz. Aynayı açarken tekrar MF1 ile birlikte C Ekseni Aç tuşuna basıyoruz.
TAKIM SIFIRLAMA
Sıfırlayacağımız takımı çalışacağı pozisyonda çağırıyoruz. Daha sonra Takım Veri sayfasına giriyoruz Ölçme Kolu Açık butonuna basıyoruz ve ölçme kolu (Prob) açılıyor takımı X ten yada Z ten sıfırlayacaksak neresinden istersek oradan ölçme koluna yaklaştırılıyor ve Takım Boy Ölçme butonuna basıyoruz takımı ölçme koluna değdirmeden takımın üzerinde mavi ışık yanacak ve takımı ölçme koluna değdiricez ses gelince çekicez takımı. Takım sıfırlamak bu kadar. Tezgahın kendi X ve Z değerleri vardır bunlar her tezgaha göre değişmektedir ve X te çalışan takımın değerinin takım sıfırlarken yazıcaz. 2nci aynada çalışan takımları da 1nci aynada sıfırladıktan sonra Takım Veri sayfasından 2nci aynada çalışacak takımın üzerine gelerek Otoset yaparız ve değeri otomatik olarak atar.
Z SIFIRI ALMAK
İşleyeceğimiz parçanın boyu diğer işlediğimiz parçadan ufak yada büyük ise Z sıfırı almak zorundayız. Parçayı aynaya bağlarız ve yavaş konumda çalıştırırız tezgahı %25 gibi takım parçaya yaklaştımı durduruz Reset ile. Sonra tezgahı el konuma alırız Spindle Start tuşuna basarak aynayı döndürürüz El konumunda Z ve X ten ilerleyerek parçanın anlından talaş kaldırırız ve X ten yukarıya çıkıp Z ten 0,7 kadar ilerleriz boşta sonra Ayar bilgisi menüsüne gireriz tuşuna basıp Z boyunun üzerine geliriz ve Öğren tuşuna basıp İnput yapınca tezgah Z sıfırını ayarladığımız yer olarak kabul etmiş olur.

ELEKTRIK KESILMESI
RESET E BASILMASI
EMG BUTONUNA BASILMASI
CNC NİN KAPATILMASI
SORUNU OLUŞMUŞTUR
MİTSUBISHİ M70 ve M700 SERİLERİNDE KLAVUZ İŞLEMİ ESNASINDA YARIDA KALIR İSE YAPILMASI GEREKEN İŞLEMLER
HANDLE MOD A ALIN
EMG BUTONU BASILI İSE KALDIRIN
UST MENUDEN DİAGNOS A BASIN
GELEN EKRANDA I/F TEŞHIS E BASIN
KOD ÇİKİŞ A GELİN
DİKKATLİCE Y C 5 C / 1 YAZIP İNPUTA BASIN.
MAKİNA SPİNDLE DÖNE DÖNE KENDİNİ YUKARI DOĞRU ÇİKARTACAKTIR VE DURACAKTIR. DURANA KADAR MUDAHELE ETMEYİN.
BAZI MAKINELERDE SPINDLE CCW DÜĞMESİ BASILMASI GEREKEBİLİR
BU İŞLEM TAMAMLANAMADIĞI SURECE O ALARM GİTMEZ.
Y C 5 C / 1
BU ŞİFRENİN DOĞRU YAZILDIĞINA EMİN OLMADAN İMPUTA BASMAYIN
TEZGAHI KAPATIP AÇIN.
GENEL KONTROLLERİ YAPIN.
ÇALIŞMAYA DEVAM EDİN
MİTSUBİSHİ M70 CNC ÇOKLU TAKIM SIFIRLAMA PROSEDÜRÜ
1.Referans takımı seçilir ve bu takım iş parçası yüzeyine dokundurulur.
2.SETUP düğmesine basılarak ekran altından CNT SET seçeneği seçilir.
4.RELATİVE POSN. Ekranından Z eksenine gelerek 0 İNPUT denir.
5. SETUP düğmesine basılarak ekran altından COORD seçeneği seçilir . EASYSETTİNG ile Z eksenini sıfırlanır.
6.Diğer sıfırlanacak takım çağrılır ÖRN: MDI modunda M06 T2 yazılır İNPUT denilerek START verilir.
7. Bu takım iş parçası yüzeyine dokundurulur. RELATİVE de görülen Z değeri
8. SETUP düğmesine basılarak ekran altından T-OFS sayfasındaki takım numarasına karşıt yere girilir.
NOT : Referans takımı T-OFS sayfasında 0 gözükmeli.

FANUC KONTROL SİSTEMİ ALARMLARI
NO = AÇIKLAMA
000 = Bu alarm çıktığında kontrol sisteminizi kapatıp açmanız gerekir.
003 = Fazla hane girilmiş programınızı düzeltin.
004 = Satırın başına adresi olmayan bir sayı veya eksi işaret yazılmış.
005 = Satır sonuna EOB işareti konmamış veya hatalı bilgi girilmiş.
006 = Eksi işareti hatası kullanılmayan bir adresten sonra gelen işareti yazılmış.
007 = Nokta hatası.
008 = Bir program sonu komutu olmaksızın EOR okundu.
009 = Kullanılmayan bir karakter girildi.
010 = Kullanılmayan bir G kodu girildi.
011 = İlerleme yanlış bir şekilde girildi veya ilerleme uygun değil.
014 = Değişken adımlı vidada kullanım hatası.
015 = Bir satır içinde fazla eksen yazıldı.
020 = Başlangıç noktası ile bitiş noktası arasında ki fark belirtilen bir yay müsaade edilen Değeri aştı. Bu N393=1 iken geçerlidir.
021 = Dairesel interpolasyon sırasında seçilen düzlemde eksen yok.
023 = Dairesel interpolasyon sırasında R değeri eksi işaretli olamaz.
025 = Dairesel interpolasyon sırasında F değeri 1 hane olarak yazılmış
027 = Takım boyu telafisinde G43 ve G44 için eksen belirtilmemiş.
028 = Düzlem seçimi sırasında iki veya daha fazla eksen aynı yönde yazılmış.
029 = H kodu ile belirtilen ofset değeri çok büyük.(torna için T kodu)
030 = H kodu ile belirtilen ofset numarası çok büyük.(torna için T kodu)
031 = G10 ile miktarı belirtilen ofset numarasını izleyen P adresi asılmış veya belirtimemiş
032 = G10 ile miktarı belirtilen ofset çok fazla asılmış.
033 = Takım telafisinde belirtilmeyen kesişim noktası.
034 = Takım telafisinde G02 veya G03 icra edilirken başlama veya iptal yapılmış.
035 = Takım telafisinde G31 belirtilmiş. (kesme iptali)
037 = Düzlemde G40 komutu kullanılmış.
038 = Yayın başlangıç ve bitiş noktası yayın merkezi ile çakışmış.
039 = G41 ve G42 kullanılırken köşe kırmalarda ve radyuslarda aşırı kesme oluştu.
040 = G90 dan G94 e kadar olan döngü komutlarda takım ucu telafisinde aşırı kesme oluştu.(program başına G40 yazın)
041 = Takım ucu telafisinde aşırı kesme oluşmuş.(program başına G40 yazın)
042 = Takım ucu telafisinde takım pozisyonu telafisi kullanıldı.
043 = M06 T komutunda kullanılmayan bir T nosu yazıldı.
044 = G27 ile G30 arasında bir komut döngü programının içinde kullanıldı.
050 = Diş çekme bloğunda köşe kırma ve köşe radyusu komutu yazıldı.
051 = Uygun olmayan hareket veya bloğun hareket mesafesi köşe kırma ve köşe radyusuna yakın komut verildi.
052 = Uygun olmayan hareket veya bloğun hareket mesafesi köşe kırma ve köşe radyusuna yakın verilen komut G01 değil.
053 = köşe kırma ve köşe radyusu komutunda iki veya daha fazla I,K veya R belirlendi.
054 = köşe kırma ve köşe radyusu içinde verilerek belirlenen bir bloğun komut hatası.
055 = köşe kırma ve köşe radyusu içinde verilerek belirlenen bir blok içinde verilen hareket mesafesi köşe radyusundan daha azdır.
056 = Belirlenen komutta son nokta ve açı sadece belirtilen açıya dahi yakındır.
057 = Bloğun son noktası hesaplanamadı.
058 = Bloğun son noktası bulunamadı.
059 = Harici program aramada seçilen nolu program bulunamadı.
060 = İstenilen satır nosu bulunamadı.
061 = G70,G71,G72 veya G73 komutu ile P veya Q belirtilmedi.
062 = 1-G71 ve G72 komutunda kesme derinliği sıfır veya negatif bir değerdir.
2-G73 komutunda tekrarlama sıfır veya negatif bir değerdir.
3-G74 veya G75 komutunda *l veya *K sıfır veya negatif bir değerdir.
4-G74 veya G75 komutunda U veya W dolayısıyla *l veya *K sıfır veya negatif bir değerdir.
5-G74 veya G75 komutunda hernekadar rahat yön olsa da *d negatif bir değerdir.
6-G76 komutunda ilk kesimin kesme derinliğine veya dış derinliği sıfır veya negatif bir değerdir.
7-G76 komutunda belirlenen min kesme derinliği dış derinliğinden büyüktür.
8-G76 komutunda kullanılmayan takım ucu açısı girildi.
063 = G70,G71,G72 veya G73 komutunda P ile belirtilen satır nosu aranamadı.
064 = Çoklu döngü fonksiyonu için G71 veya G72 komutunda bir havuz belirtildi.
065 =G71,G72 veya G73 komutunda P adresi ile belirtilen satır nosu ile G00 veya G01 komutu kullanılmadı.
066 = G71,G72 veya G73 komutunda P adresi ile belirtilen iki blok arasında müsaade edilmeyen bir G kodu kullanıldı.
067 = MDI modunda G71,G72 veya G73 komutları P veya Q adresi ile belirtildi.
068 = Çoklu döngü fonksiyonunda havuz sayısı 10 adedi aştı.
069 = Blok içindeki G71,G72 veya G73 komutunda P veya Q adresi ile belirtilen son hareket komutu köşe kırma ve köşe kırma radyusu ile sonlandırıldı.
070 = Hafıza dolu.
071 = Aranan adres bulunamadı.
072 = Hafızadaki program sayısı 63 veya 125(isteğe bağlı) adedi aştı bazı programları silin.
073 = Hafızada var olan bir program numarası yazdınız.
074 = Program numarasını 1den 9999 kadar olan sayılardan seçiniz.
076 = M98 veya G65 komutunu ihtiva eden blok içinde P adresi uygulanamadı.
077 = 3 veya 5 kat içinde alt program çağırıldı.
078 = M98,M99,G65 veya G66 komutunu ihtiva eden blok içinde P ile belirlenen program veya satır nosu bulunamadı.
081 = Belirtilen otomatik takım telafisinde T kodu yok.
082 = T kodu ve otomatik takım telafisi aynı bloğa yazıldı.
083 = Otomatik takım telafisinde hatalı eksen belirtildi veya inkremental komut girildi.
085 = Seri port kullanarak hafızaya bir bilgi girildiğinde bekleme gecikmesi parity hatası oluştu. Bit sayısı veya haberleşme hızı (baudrate) yanlış.
086 = Seri port kullanarak hafızaya bir bilgi girildiğinde haberleşme kesildi.kablo kopuktur veya fiş yerinden çıkmıştır.
087 = Seri port kullanarak hafızaya bir bilgi girilirken bir durdurma komutu belirtildiğinde 10 karakter okunduktan sonra bilgi girişi durdurulmadı. Programınızı düzeltin.
090 = Makine referans noktasına dönemedi. Makine referans noktasına çok yakındı veya kızağın hızı çok düşüktü.Makineyı referans noktasından uzaklaştırarak tekrar deneyi
092 = G27 komutu ile ile referans noktasına dönülemedi.
094 = P tipi program restart kullanılamadı.
100 = PWE=1 PWE=0 yapınca bu alarm kalkar.
101 = Program yazarken elektrik kesildi. PWE=1 yapın kontrol sistemini kapatın. Kontrol sistemini açarken DELETE bütonuna basın bu hafızadaki tüm programları silecektir.
110 = DESİMAL noktanın görünen değerinin ABSOLUT değeri müsaade edileni geçti.
112 = OA bölünme belirlendi.
113 = CUSTOM MACRODA kullanılmayan bir fonksiyon.
114 = CUSTOM MACRODA G65 bloğunda tanımlanamayan bir H kodu.
128 = 0 ile 9999 arasında olmayan bir satır numarası var veya böyle bir satır arandı.
131 = 5 veya daha fazla alarm oluştu.
142 = 1-999999 dışında bir ölçek katsayısı uygulandı.
143 = Ölçek sonucu hareket mesafesi koordinat değeri ve dairesel radyus max değeri aştı.
145 = Polar koordinat interplasyonunun başlangıç veya iptali doğru değil.
146 = Polar koordinatta kullanılmaması gereken bir G kodu kullanıldı.
148 = Otomatik köşe yavaşlatması oranı ayarlanan açının dışında 213,214 ve 215 nolu parametreleri kontrol et.
150 = Takım grup nosu max müsaade edilen değeri aştı.
151 = İşlemede takım grup nosu set edilmedi.
152 = Bir gruptaki takım nosu max kayıt edilebilir değeri aştı.
153 = Takıp eden blok da T kodu kayıtlı değil.
155 = İşleme sırasında aynı blok da ki M06 ve T kodu kullanımda olan gupda değil.
159 = Program çalışırken elektrik kesildi.
176 = Komut gerçekleşemeden dairesel interplasyon sırasında bir G komutu verildi.
180 = Yüksek hızlı uzaktan kumandalı tampon bellekte bir satır alarmı oluştu.
190 = Sabit kesme hızında tanımlanan eksen yanlış. Programı düzeltin.
199 = Bir macro çalıştırılamadı.
200 = RIGIT TAPPİNG sırasında s değeri belirtilen sınır dışında veya hiç belirtilmedi.(program hatası)
201 = RIGIT TAPPİNG sırasında F değeri belirtilen sınır dışında veya hiç belirtilmedi.(program hatası)
203 = RIGIT TAPPİNG sırasında M29 pozisyonu veya S komutu doğru değil.
204 = RIGIT TAPPİNG sırasında belirtilen eksen hareketi M29 ve G84 blokları arasındadır.(program hatası)
224 = Kontrol sistemi açıldıktan sonra referans noktasına dönmeden önce bir hareket komutu verildi.
250 = Z ekseni hareket komutu takım değiştirme komutu ile birlikte kullanılmaz.
3n0 = n eksen için manual olarak referans noktasına dönmek gerekli.
3n1 = n eksende ENKODER haberleşme hatası.bilgi transferi hatası.
362 = n eksende ENKODER zaman aşımı hatası. bilgi transferi hatası.
3n3 = n eksende ENKODER kablosu parazit hatası. (topraklama hatası)
3n4 = n eksende ENKODER parıtı hatası.
3n5 = n eksende ENKODER hatalı pals gönderildi.ENKODER bozuk.
3n6 = n eksende ENKODER pil voltajı kaçamağı.ENKODER hatası.
3n7 = n eksende pil voltajı düşük seviyede. Pili değiştirin.
3n8 = n eksende pil fazla doldu. Pili değiştirin.
3n9 = n eksende anormal ENKODER veya hatalı haberleşme.DNG parametrelerinden 760 tan 767 ye kadar ve 770 den 777 ye kadar olan parametrelere bakın.
400 = Motor veya servo sürücü aşırı yüklendi.(kontrol sistemini kapat-aç)
401 = Hız kontrolü hazır sinyali kapandı.(kontrol sistemini kapat-aç)
402 = 4 eksenli motor veya servo sürücü aşırı yüklendi.(kontrol sistemini kapat-aç)
403 = 4 eksenli hız kontrolü hazır sinyali kapandı.(kontrol sistemini kapat-aç)
404 = Hız kontrolü hazır sinyali açıkken pozisyon kontrollü hazır sinyali kapandı.
405 = Pozisyon kontrol sistemi hatası.manual olarak referansa gidin.
408 = Fener mili sürücüsü doğru başlatılmadı.
409 = Bu alarm fener mili sürücüsünde bir alarm olduğunu haber verir.sürücüdeki alarm sinyalini okuyun.
4n0 = n ekseninde durma sırasındaki pozisyon hatası SET değerinden daha büyük.
4n3 = Bu alarm parametre hatasından oluşur.
4n4 = n ekseninin sürücüsünde bir hata oluştu.
4n5 = Bu alarm CMR ayarsızlığından oluşur.
4n6 = n eksenin ENKODERİNİ kablo bağlantısında veya kendinde problem var.
4n7 = Bu alarm n servo eksen sürücüsünden kaynaklanır.
510 = X ekseninde + yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
511 = X ekseninde – yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
520 = Y ekseninde + yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
521 = Y ekseninde – yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
530 = Z ekseninde + yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
531 = Z ekseninde – yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın.
540 = 4 eksende + yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın
541 = 4 eksende – yönde çalışma sınırı aşıldı.ters yönde kızağı taşıyın ve resete basın
910 = Kart hatası. Kartları kontrol edin.
911 = RAM PARITI hatası. (H)
912 = Servo sürücülerle ilişki RAM PARITI hatası.(L)
913 = Servo sürücülerle ilişki RAM PARITI hatası.(H)
914 = Servo dürücülerin RAM ilişkili RAM PARITI hatası.
915 = LADDER program düzeltme kasedi ile ilişkili RAM PARITI hatası.(L)
916 = LADDER program düzeltme kasedi ile ilişkili RAM PARITI hatası.(H)
920 = WATCH DOG alarmı (ana kart bozuk)
930 = CPU alarmı (CPU bozuldu)
950 = Güç katında +24V luk sigorta atık değiştirin
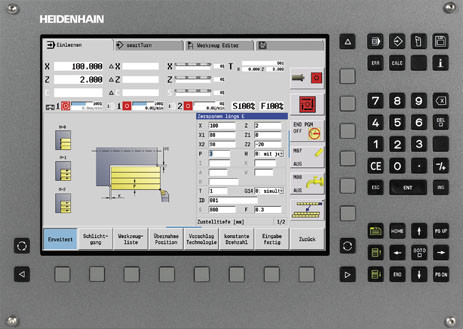
Heidenhain de hemen her işlem için bir çevirim, döngü işlemi mevcut.
Eski ve yeni versiyonlardaki çevirim programlarının adedinde tabii ki farklılıklar bulunmakta. Her yeni sürümde yenilikler ve ekler yapılıyor. Onun için ben genel bir listeleme yapmak istiyorum.
Bunları gruplar halinde sıralayıp her gruba ait olan çevirimi de listeleyelim.

1 – Derin delme, sürtünme, döndürme ve indirme döngüleri
240 MERKEZLEME
200 DELME
201 RAYBALAMA
202 TORNALAMA
203 UNİVERSAL DELME
204 GERIYE HAVŞALAMA
205 UNIVERSAL-DERİN DELME
208 DELME FREZELEME
241 TEK DİŞ, UÇ DELME
2 – Dişli delme, dişli kesme ve dişli frezeleme döngüleri
206 VİDA DİŞİ DELME
207 VİDA DİŞİ DELME GS
209 VİDA DİŞİ DELME TALAŞ KIRMA
262 VİDA DİŞİ FREZELEME
263 HAVŞA VİDA DİŞİ FREZELEME
264 DELME VİDA DİŞİ FREZELEME
265 HELİSEL DELME VİDA DİŞİ
267 DIŞTAN VİDA DİŞİ FREZELEME
3 – Ceplerin, pimlerin ve yivlerin frezelenmesi için döngüler
251 DIKDORTGEN CEP
252 DAİRESEL CEP
253 YIV FREZELEME
254 YUVARLAK YİV
256 DİKDÖRTGEN PİM
257 DAİRESEL PİM
4 – Nokta numunelerin, örneğin daire çemberi veya delikli yüzey üretilmesi için döngüler
220 NOKTA ÖRNEK DAİRE ÜZERİNDE
221 NOKTA ÖRNEK HATLAR ÜZERİNDE
5 – SL döngüleri
14 KONTÜR
20 KONTÜR VERİLERİ
21 ÖN DELME
22 TOPLAMA
23 PERDAHLAMA DERİNLİK
24 PERDAHLAMA YAN
25 KONTUR CEKME
270 KONTUR CEK. VERILERI
6 – Düz veya kendi içinde kıvrılan yüzeylerin işlenmesi için döngüler
30 3D-VERİLERİN İŞLENMESİ
230 İŞLEME (Düz dikdörtgen yüzeyler için)
231 AYAR YÜZEYİ 8Eğri açılı, eğimli ve burulmuş yüzeyler için)
232 SATIH FREZELEME
7 – Koordinat dönüşüm hesapları için döngüler
7 SIFIR NOKTASI
247 REFERANS NOKTASI KOYMA
8 YANSITMA
10 DÖNDÜRME
11 ÖLÇÜ FAKTÖRÜ
26 SPESİFİK EKSEN ÖLÇÜ FAKTÖRÜ
19 İŞLEME DÜZLEMİ
8 – Özel döngüler, bekleme süresi, program çağrısı, mil oryantasyonu, tolerans
9 BEKLEME SÜRESİ
12 PROGRAM ÇAĞRISI
13 MİL ORYANTASYONU
32 TOLERANS
9 – Malzeme eğim konumunun otomatik olarak belirlenmesi ve dengelenmesini sağlayan döngüler
400 TEMEL DEVİR( İki nokta üzerinden otomatik belirleme)
401 KIRMIZI 2 DELİK (İki delik üzerinden otomatik belirleme)
402 KIRMIZI 2 TIPA (İki tıpa üzerinden otomatik belirleme)
403 DEVİR EKSENİNDEKİ KIRMIZI (İki delik üzerinden otomatik belirleme)
405 C EKSENİNDEKİ KIRMIZI (Bir delme orta noktası ile pozitif Y ekseni arasındaki açı kaydırmanın otomatik yönlendirilmesi)
404 TEMEL DEVRİ AYARLA (İstediğiniz bir temel devri ayarlayın)
10 – Otomatik referans noktası belirlemek için döngüler
408 YİV ORTA RFNK (Bir yiv genişliğini içten ölçün)
409 ÇBK ORTA RFNK (Bir çubuğun genişliğini dıştan ölçün)
410 DÖRTGEN İÇ RFNK (Bir dörtgenin uzunluk ve genişliğini içten ölçün)
411 DÖRTGEN DIŞ RFNK (Bir dörtgenin uzunluk ve genişliğini dıştan ölçün)
412 DAİRE İÇ RFNK (Dairenin istediğiniz dört noktasını içten ölçün)
413 DAİRE DIŞ RFNK (Dairenin istediğiniz dört noktasını dıştan ölçün)
414 KÖŞE DIŞ RFNK (İki doğruyu dıştan ölçün, doğru kesişim noktalarını referans noktası olarak ayarlayın)
415 KÖŞE İÇ RFNK (İki doğruyu içten ölçün, doğru kesişim noktalarını referans noktası olarak ayarlayın)
416 DELİKLİ DAİRE ORTASI RFNK (2. yazılım tuşu düzlemi) Delikli dairede istediğiniz üç deliği ölçün, delikli daire merkezini referans noktası olarak ayarlayın
417 TS EKSENİ RFNK (2. Yazılım tuşu düzlemi) İstediğiniz pozisyonu tarama sistemi ekseninde ölçün ve referans noktası olarak ayarlayın 11 – Otomatik çalışma parçası kontrolü için döngüler
418 4 DELİK RFNK (2. Yazılım tuşu düzlemi) Her defasında çarpı üzerindeki 2 deliği ölçün
419 TEKİL EKSEN RFNK (2. Yazılım tuşu düzlemi) İstediğiniz pozisyonu seçilebilen bir eksende ölçün ve referans noktası olarak ayarlayın
12 – Kalibrasyon döngüleri, Özel döngüler
2 TS KALİBRASYON
9 TS KAL. UZUNLUĞU Açılan tarama sisteminin uzunluk kalibrasyonu
3 ÖLÇÜM Üretici döngülerinin oluşturulması için ölçüm döngüsü
4 3D ÖLÇÜM Üretici döngülerinin oluşturulması için 3D tarama ölçüm döngüsü
440 EKSEN YER DEĞİŞİMİ ÖLÇÜMÜ
441 HIZLI TARAMA
0 REFERANS DÜZLEMİ Bir koordinatın seçilebilen bir eksende ölçülmesi
1 REFERANS DÜZLEMİ KUTUPSAL Bir noktanın ölçülmesi
420 AÇI ÖLÇÜN Açıyı çalışma düzleminde ölçün
421 DELİK ÖLÇÜN Bir deliğin konumunu ve çapını ölçün
422 DIŞ DAİREYİ ÖLÇÜN Daire şeklindeki tıpanın konumunu ve çapını ölçün
423 İÇ DÖRTGENİ ÖLÇÜN Dörtgen cebin konumunu, uzunluğunu ve genişliğini ölçün
424 DIŞ DÖRTGENİ ÖLÇÜN
425 İÇ GENİŞLİĞİ ÖLÇÜN
426 DIŞ ÇUBUĞU ÖLÇÜN
427 KOORDİNATLARI ÖLÇÜN
430 ÇEMBERİ ÖLÇÜN
431 DÜZLEM ÖLÇÜN
13 – Otomatik kinematik ölçümleri için döngüler
450 KİNEMATİK EMNİYETLEME Kinematiklerin otomatik olarak emniyetlenmesi ve tekrar oluşturulması
451 KİNEMATİK ÖLÇÜMÜ Makine kinematiğinin otomatik denetimi ya da optimizasyonu
452 PRESET-KOMPANZASYONU Makine kinematiğinin otomatik denetimi ya da optimizasyonu
14 – Otomatik alet ölçümü için döngüler
TT’de kalibrasyon yapın, 30 ve 480 döngüleri
Kablosuz TT 449’a kalibrasyon yapın, döngü 484
Alet uzunluğunu ölçün, döngü 31 ve 481
Alet yarıçapını ölçün, döngü 32 ve 482
Alet uzunluğunu ve yarıçapını ölçün, döngü 33 ve 483
Bu listedeki kavramlardan en çok gerekebilecekleri örnekleriyle yine açıklamaya devam edeceğim.
Listelediklerim sadece ana başlıklar. Her çevirim programının da içinde bir çok seçeneği mevcut. Programlamada programcıya düşen görev sadece istediği değerleri vermesi ya da sunulan seçenekleri kabul etmesi veya atlaması gerekiyor.
Kalıp ve engebeli yüzeysel işlemler haricinde gerekebilecek tüm işlemleri CAD-CAM sistemine ihtiyaç duymadan ve seri bir şekilde programlama sistemi ve üstelik de ezbere bilinmesi gerekmeyen, diyalog sistemiyle programlanan en gelişmiş programlama ünitesi olan Heidenhain sadece çay demleyemiyor. 
Onu da bizler gayret edersek ve katkı sağlarsak belki gerçekleştirebiliriz.
MİTSUBİSHİ M70 CNC İŞ PARÇASI SIFIRLAMA PROSEDÜRÜ
1.Parça sıfırı alma probu tezgaha takılır.
2.Prob X ekseni yönünde iş parçasına dokundurulur.
3.SETUP düğmesine basılarak ekran altından CNT SET seçeneği seçilir.
4.RELATİVE POSN. Ekranından X eksenine gelerek 0 İNPUT denir.
5.Prob +Z yönünde parçadan kurtulana kadar yukarı kaldırılır.
5a.Eğer bu dokunduğumuz kenar sıfırlanacak ise probun yarı capı kadar X ekseninde
Hareket edilerek takımın tam orta noktası kenra gelecek şekilde ayarlanır.
İş parçasının orta noktası sıfır alınacak ise
5b. Y ekseni oynatılmadan X ekseninde parçanın diğer yüzeyine deyilir.
5c. RELATİVE ‘ de X ekseni değeri nin yarına gelinir ve .RELATİVE sıfırlanır.
6. SETUP düğmesine basılarak ekran altından COORD seçeneği seçilir.
7. EASYSETTİNG ile X eksenini sıfırlanır.
8.Yukarıda anlatılan aynı işlemler Y ekseni içinde yapılarak parça sıfırlanır.

FANUC
Program yazma işlemleri :
Yeni bir program açma
• Mode düğmesi EDIT konumuna alınır.
• Panelden PRGRM tuşuna basılır.
• Anahtar sağ konuma alınır. ( Wrıte Protect OFF )
• Program numarası yazılır ve panelden INSERT tuşuna basılır.
Örnek :
• O1234 ( Program numarası )
• İnsert tuşuna basılır.
Mevcut programı çağırma
• Mode düğmesi EDIT konumuna alınır.
• Panelden PRGRM tuşuna basılır.
• Anahtar sağ konuma alınır.
• Ekrandan DIR tuşuna basılır ve istenen program numarasına bakılır.
• Program numarası girilir ve CURSOR’ ün alt tuşuna basılır.
Mevcut programı silme
• Mode düğmesi EDIT konumuna alınır.
• Panelden PRGRM tuşuna basılır.
• Anahtar sağ konuma alınır.
• Ekrandan DIR tuşuna basılır ve silinecek program numarasına bakılır.
• Program numarası girilir ve DELETE tuşuna basılır.
• Tezgah bu durumda bu dosyayı silmek için onay isteyebilir yada direk silebilir, Böyle bir onay sorması durumunda ekrandan OK tuşuna basılır.
Program yazma tuşları
Alter : Program içerisinde cursor’ün bulunduğu yere karakter yazmak için kullanılır.
İnsert : Program içerisinde cursor’ün bulunduğu yerin ardına karakter yazmak için kullanılır.
Delete : Program içerisinde cursor’ün bulunduğu karakteri silmek için kullanılır.
PROGRAM YAZMA MODUNDA YAPILAN ISLEMLER
Program yazma modunda asagidaki islemler yapilabilir .
1-Yeni bir program oluşturma.
2-Eski bir programda degisiklik yapma (Program Çağırma).
3-Program silme.
4-Program numarasi degistirme.
Yeni Bir Program Numarası Açma
-MODE anahtarini EDIT konumuna getiriniz .
-Metal anahtarı sağa çevirin.
-Klavyede PRGRM tusuna basiniz .
-DIR a basın
-kayıtlı olmayan boş bir numara bulun
– ÖRNEK :O 002 yazılır İNSERT e basılır
program açılır.
O + Yeni Program Numarasi + INSRT tus dizisine sira ile basilir .
HAFIZADAKİ BİR PROGRAMI EKRANA ÇAĞIRMA
-MODE anahtarını EDIT konumuna aliniz .
– -Metal anahtarı sağa çevirin.
-Klavyede PRGRM tuşuna basınız .
-çağırılacak programın adı yazılır
O0005
Yazılır. Ok tuşlarından birine basılır.
Program ekrana gelir.
PROGRAM SİLME
-MODE anahtarını EDIT konumuna aliniz .
– -Metal anahtarı sağa çevirin.
-Klavyede PRGRM tuşuna basınız .
-Silinecek programın adı yazılır
O0005 DELETE BASILIR
EXEC e basılır
Otomatik çalışma :
• Mode düğmesi AUTO’ ya alınır.
• Anahtar eğer üç yönlü ise anahtar ortaya alınır.
• Gerekli ayarlar son bir kez gözden geçirilir.
• START tuşuna basılır.
3D yazıcı ile üretilen hava aracı: SULSA
Tamamı 3 boyutlu yazıcıyla üretilmiş olan droneSULSA, testlerin ardından ilk uçuşlarını yapmaya başladı. Elbette bu uçak kullanım amacına uygun olarak üretilmiş ve ilk testleri yıl başında yapılan uçak testlerine hızla devam ediyor. Görevine başladığı Antartika’da gemiler için denizi gözlemlemek ve buz dağlarının tespitini yapmak amacıyla kullanılıyor.

Southampton Üniversitesi tarafından geliştirilen SULSA’nın açılımı da “Southampton University Laser-Sintered Aircraft” olarak geçiyor. 3 kilogramağırlığındaki bu uçak, rehberlik ettiği gemiden bir dizüstü bilgisayar ile yönetiliyor. Uçağın amacı havalandıktan sonra gemilerin rotasındaki denizi kontrol etmek ve olası buz dağı gibi nesneleri tespit ederek gemilere güvenli bir seyrüsefer sağlamak olarak ortaya çıkıyor.
2 metrelik kanat genişliğine sahip olan SULSA, toplamda 10 bin dolara yakın bir maliyetle dört ana parçadan üretiliyor. EOSINT P 760 adı verilen 3D yazıcı ile üretilen uçağın maliyeti ise dikkat çekici çünkü paylaşılan verilere göre bu rakam, bildiğimiz ve hali hazırda görevde olan deniz helikopterlerinin 1 saatlik uçuşundan daha az maliyetle üretiliyor. Bu anlamda 3 boyutlu yazıcıların düşük maliyet avantajına da vurgu yapan bu durum, ileride bu tarz teknolojilerin çok daha tercih edileceğine dair bir gösterge. SULSA’nın ilk etapta İngiliz Donanması tarafından test edildiğini de son olarak belirtelim.
G kod ve Post-Processor
G kodu aslında bir programlama dilidir. G kodu ile yazılmış bir program text dosyasından ibarettir ve Notepad ile açıp ekstra bir editör gerektirmeden düzenleme yapılabilinir. G kodu 1950’li yıllarda MIT servomechanism laboratuvarında geliştirilmiş ve daha sonra g kodu standardizasyonu ile 1980 de ISO 6983 no’lu standart kabul edilmiştir.
Post ,G kodu ile yazılmış bir program olarak adlandırılır. Post-Processor ise Post yani G kodu çıktısının oluşmasını sağlayan şablon olarak niteleyebiliriz. Bir translator gibi çıktıyı yani Post’u makinenin diline çevirir.

Bilgisayar ortamındaki programlar nasıl bilgisayarda çalışıyorsa (neticede bilgisayar da makinedir), G kodu ile yazılmış bir program da CNC makinesi üzerinde bu şekilde çalışır. G Kodları makine üzerinde Kontrol Ünitesi yardımı ile çalışır ve makine üzerinde bulunan kontrol üniteleri bu kodları algılayarak parçanın işlemesini gerçekleştirir.
Kontrol üniteleri (Kontrolör) tezgahların beyni olup CNC tezgahlarına G kodunu yorumlayan ve yön veren araçlardır. Birçok kontrol ünitesi mevcuttur. Kontrol üniteleri standart G kodunu kodlarını destekleyebilir, standarda yakın olabilir ya da kendi özgü bir dili olabilir. Kendine özgü bu diller için bir translator görevi üstlenen Post-Processor Post’u kontrol ünitesi diline göre düzenler ve makine bu kodları algılayarak işlemesini gerçekleştirir.
Post’u oluşturmanın iki yolu vardır. Birincisi elle yazmak, ikincisi CAM programı kullanarak oluşturmak. Günümüz Teknolojisi ile yaygın olarak CAM programlarında takım yolu oluşturduktan sonra G kodu elde edilir. Peki, bizim CAM programımız standart g kodu veriyor, ama CNC deki kontrol ünitesi standart değil. O zaman hata alırız. Bu sorunu nasıl aşacağız? Her kontrol ünitesine ayrı bir CAM programımı olması lazım? Bu CAM üreticileri için çok büyük masraf ve çok gereksiz olurdu. Bu sorunu Post-Processor Mekanizması getirerek çözdüler.

Yukarıdaki resim Post-processor’un CAM yazılımı ile nasıl entegre çalıştığını göstermektedir. Bu sıralamaya göre önce kontrol ünitesine özel Post-Processor yazılır. Daha sonra Post-Processor ile aşağıda sıralandığı gibi kontrol ünitesine göre özelleştirmeler yapılabilir;
- Satır numarası olsun mu olmasın mı? Varsa kaçar kaçar artsın.
- Takım değiştirirken güvenli noktaya gitsin mi?
- Takım değiştirirken magazin de bir sonraki takımı hazırlasın mı?
- Dairesel interpolasyonda I, J mi yoksa R mi bassın.
- Postun bitiminde ve ya başlangıcında sabit bir koordinata gitsin.
… gibi bir çok alternatif özelleştirme yapılabilir.
Her CAM programının Post-Processor dosyasını oluşturmak için kendine ait basit bir programlama dili vardır. Şuan her CAM programı takımyolu oluşturduktan sonra standart bir kod oluşturuyor. Oluşan bu kod bir sonraki aşama olan Post-Processor’e gidiyor ve Post-Processor çıktısı yani Post dosyası oluşuyor. Bu oluşan Post dosyasını artık CNC tezgahlarında çalıştırabiliriz.
Yazar: Süleyman Türkoğlu
![]()
3D yazıcıdan daha fazlasını elde etme yöntemleri…
Masaüstü 3D yazıcılardan , sadece dayanımı düşük , kullanıma uygun olmayan ve görselliği düşük parçalar elde edilebileceğini düşünenlerdenseniz bu yazımda bahsedeceğim kaynağı dikkatle okumanızı tavsiye ederim.
Bana ulaşan toplumun çeşitli kesimlerinden insanların akıllarında yukarıdakilere benzer soru işaretlerinin mevcut olduğunu görüyorum. Bu endişelerin temel kaynağı , insanların prosesi tam olarak bilmemelerinden kaynaklanıyor. Ayrıca akıllardaki bir düğmeye basmayla orjinal ürün eldesi imajı , işin detayının sanıldığından fazla olduğu anlaşıldığında buharlaşıp gidiyor. Geride az da olsa bir hayal kırıklığı kalıyor.
Evet , 3D yazıcılar , adeta eskinin el yapımı tarzında ürünlerdir. Onlar kadar olmasa da yoğun bir emek barındırırlar. Ancak 3D yazıcılarla pek çok üretim sürecini inanılmaz oranlarda kısaltmak mümkündür. Bu yüzden 3D yazıcılarla üretim , 4. nesil sanayi devrimi olarak adlandırılıyor.
Bugünkü yazımda işaret ettiğim kaynakta “post processing” yani 3D baskılı parçalara “bitim işlemleri”nden bahsediyor. Her bir işlemin nasıl yapıldığına dair detaylı anlatım ve videolar mevcut. Burada bu işlemlerin neler olduğuna kısaca değinecek olursak;
- Zımparalama: Zımparalama için seçilmesi gereken işlem sırası ve örnekler ele alınıyor.
- Yapıştırma: 3D yazıcılardan büyük obje elde edilmesinde kullanılan en temel yöntemdir.
- Boyama: Boyanın seçimi ve uygulanması model görünümüne fazlaca etki eder.
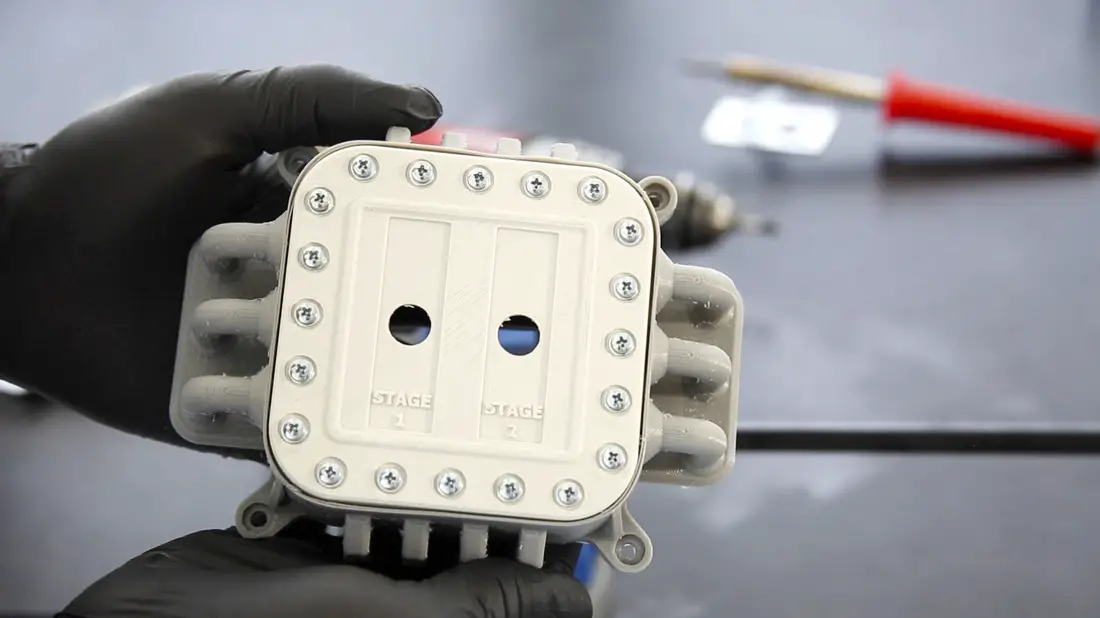
- Metal parçalar ilave etme: Oluşturduğunuz projede metal vidalar kullanılacaksa , bu vidaların karşılığı mutlaka metal somun veya bilezikler olmalıdır. 3D bakıya metal somun ve bileziklerin özel bir teknikle yerleştirilmesi anlatılıyor.
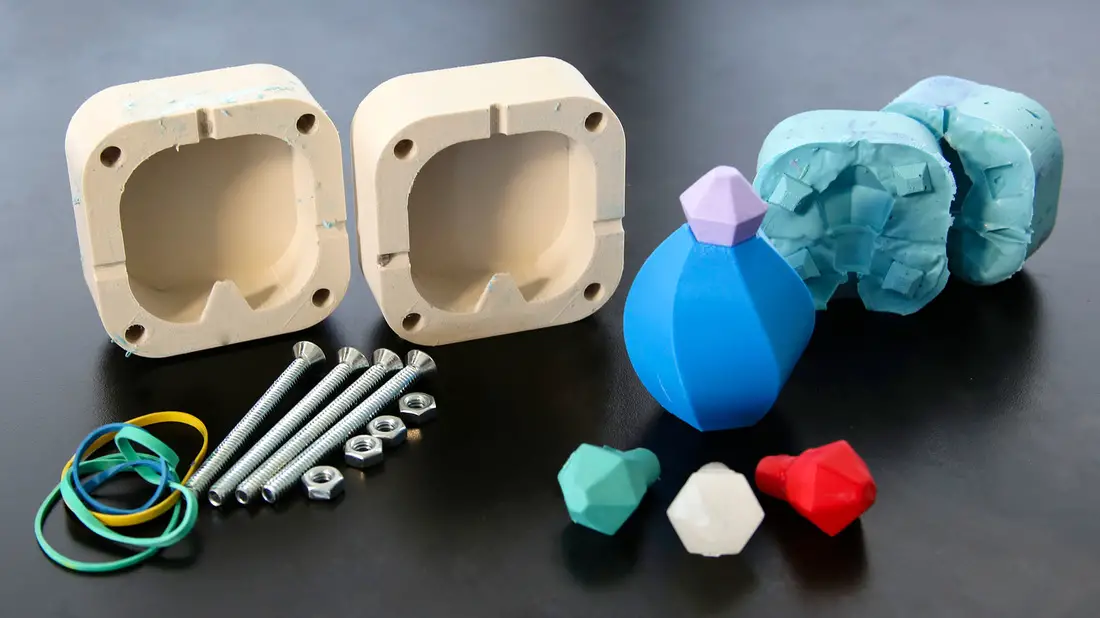
- Kalıp çıkarma:İki tür kalıp alma yönteminden bahsediliyor. İlkinde 3D baskının etrafı silikon kalıp malzemesiyle doldurularak , 3D model bir mastar olarak kullanılıyor. İkincisindeyse kalıp doğrudan 3D yazıcıdan alınıyor ve içerisine kalıp malzemesi dökülerek istenilen parça elde ediliyor.
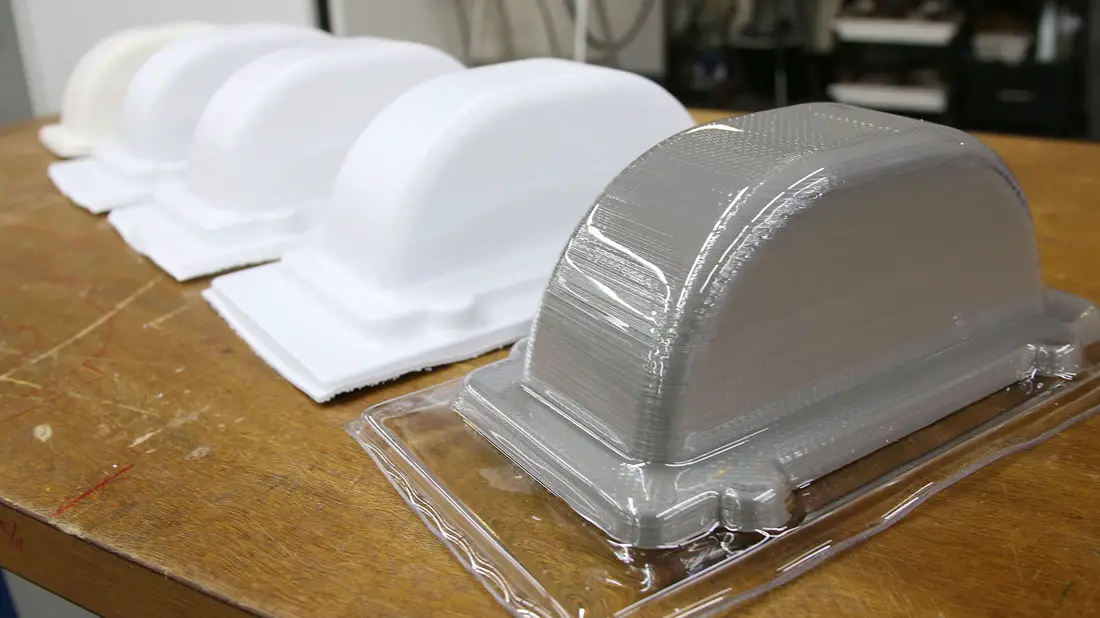
- Vakumla şekil verme: Bu yöntem bir diğer çok kullanılan kalıp elde etme yöntemidir. Normalde aluminyumdan elde edilip kullanılan vakum şekil verme kalıpları , artık 3D yazıcıda kolayca ve çok ucuza sert plastik malzemeden elde edilebiliyorlar.
3D yazıcıların eski amiral gemisi Makerbot tarafından hazırlanan bu değerli kılavuzlara buradaki linkten yada aşağıdaki resimlere tıklayarak ulaşabilirsiniz. Faydalı olması dileklerimle…
|
Zımparalama
Baskıya Metal Parça İlavesi
|
Yapıştırma
Kalıp alma
|
Boyama
Vakumla şekil verme
|



Netfabb 2017’nin ücretsiz versiyonunu kullanmak…
3D yazıcısı olup da Netfabb Studio Basic yazılımını kullanmayan yoktur. STL dosyası onarımı söz konusu olduğunda başvurulacak birkaç önemli ve ücretsiz kaynaktan bir tanesiydi. Geçmiş zamanlı konuşuyorum , çünkü bir süre önce Netfabb , 3D yazılım dünyasının güçlü ismi Autodesk tarafından satın alındı ve Netfabb Studio Basic yazılımı yayından kaldırıldı. 3D yazıcı kullanıcıları için üzücü olan bu gelişme aslında içerisinde küçük bir yanılgıyı barındırıyor.
Autodesk , izlediği politikalarla bugüne kadar 3D camiasının itici gücü oldu. Hatta bir çok yazılımını öğrenci ve geliri belirli seviyeyi aşmamış ticari kuruluşlara ücretsiz olarak sundu. Tabii tüm bu bonkörlüğün arkasında muhtemel kâr hesapları yapılıyordur mutlaka. Ancak yine de sektördeki diğer firmaların yapmadığı kadar sektörün gelişmesine ön-ayak oldular. Katkılarına halen devam ediyorlar. Hal böyle olunca Autodesk’in , Netfabb Studio Basic gibi camianın çok yoğun kullandığı ücretsiz bir yazılımın kullanımını men etmesi düşünülemezdi. Aşağıdaki videoda NetFabb 2017‘yi ücretsiz ve sınırlı (eskiden olduğu gibi) özellikleriyle kullanmak için kurulum aşamasında yapılması gerekenleri izleyebilirsiniz.
Netfabb 2017‘yi ben de bilgisayarıma kurdum ve Netfabb Studio Basic’deki tüm özellikleri barındırdığını gözlemledim. Yeni arayüz dışında eklenen başka özellikler var mı ? Henüz bu konuda bir tesbitim yok , eğer sizlerin Netfabb 2017‘nin bu versiyonunda keşfettiğiniz yeni özellikler varsa yorum kısmında paylaşmanızı isteriz.
|


{kind=link}
{kind=link}
{kind=link}
Mekanik ve 3D yazıcıların buluştuğu site: LAYKANICS

3D yazıcılarla mekanik tasarımı buluşturan yeni ve güzel bir site yayın hayatına başladı: LAYKANICS.
Her ay yeni bir proje sunan sitedeki tasarımlar tamamıyla özgün. “Laykanics” adı , 3D baskıdaki “layer” ve mekaniğin İngilizce karşılığı olan “mechanics” sözcüklerinin yoğurulmasından elde edilmiş.
Her ay yeni bir proje sunan sitedeki tasarımlar tamamıyla özgün. “Laykanics” adı , 3D baskıdaki “layer” ve mekaniğin İngilizce karşılığı olan “mechanics” sözcüklerinin yoğurulmasından elde edilmiş.
Laykanics , iki MIT mezunu havacılık mühendisi arkadaşın Şubat 2016’da 3D yazıcıları kullanarak mekanik bilgilerini meraklılarla paylaşmak amacıyla kurdukları bir internet sitesi. Kurucular , en iyi öğrenme metodunun “uygulayarak öğrenmek” olduğunu düşündüklerini , bu yüzden mekanik bilgilerini projelerle aktarma yoluna gittiklerini söylüyorlar.
Laykanics , abonelik yöntemiyle işleyen bir site. Aylık ve yıllık olarak belirlenen abonelik modellerinin fiyatları makul düzeyde. İlerleyen zamanda abonelik ücretlerini daha da düşüreceklerini belirtiyorlar. Projeler için gereken parçaları Laykanics’den satın almanız durumunda ücretsiz kargo sunuyorlar. Aboneliklere ek olarak ücretsiz üyelik de mevcut. Ücretsiz üyelikte yeni projelerden haberdar ediliyorsunuz. Ve sitedeki ücretsiz projelere erişim hakkınız oluyor.
Sonuç olarak Laykanics , mekaniği uygulamalı olarak öğrenmenin ve ilerleyen zamanda kendi projelerinizi oluşturacak bilgi donanımına erişmenin mükemmel bir yolunu sunuyor.