


Parça tasarımından başlayarak, kalıp tasarım ve yapımı sonrası seri üretim aşamasına kadar tüm süreci etkin şekilde tamamlamaktayız.

[vc_row][vc_column width=”1/1″][vc_column_text]
3D yazıcıların daha basit bir alternatifi olarak çıkan 3D kalemleri kullanması aslında göründüğü gibi kolay değil. Evet , işleme alması hızlı ve basit kontrolleri sayesinde hükmedilmesi kolay bir cihaz izlenimi verebilirler. Ancak 3D kalemle işe yarar birşeyler ortaya çıkarabilmek için bir süre bu cihazı kullanıp el alışkanlığının sağlanması gerekiyor. Ondan sonrası için herşey kullanıcının yaratıcılığına kalıyor. 3D kalemlerde yazıcılar gibi destek malzemesi kullanılmıyor , ancak elimizin titremesi veya hareketlerimiz birebir modele de yansıyor.
İlk ve en önemli 3D kalem örneği olarak 3Doodler verilebilir. Sosyal fonlama sitesi KickStrater’da rekor başarıyla fonlandıktan sonra üretimine başlanan 3Doodler geçtiğimiz aylarda 2. versiyonunu piyasaya sundu. 3Doodler , daha çok sanatçılar ve öğrenciler tarafından yoğun ilgi gördü. daha sonraları bir dizi 3D kalem , 3Doodler’ın izinden gitme gayreti gösterdiler. Ancak hiçbirisinin 3Doodler’ın başarısını gösterdiği söylenemez.
Şu sıralar yine bir 3D kalem olan SKYPEN , yine KickStarter’da fon arayışında. SKYPEN‘i diğer kalemlerden ayıran en belirgin özelliği iki renk filamenti aynı anda takıp , istenildiğinde filamentler (renkler) arasında geçiş yapabilmesi ve tabii ki 19 dolar düzeyindeki fiyatı. Bu fiyata Avrupa için 25 dolar kargo ücreti ekleniyor. 2016 yılının ilk aylarında hazır olması beklenen SKYPEN daha önce başarılı bir dizi KickStarter deneyimi yaşamış olan SKY-TECH tarafından hayata geçirilmeye çalışılıyor.
İlk ve en önemli 3D kalem örneği olarak 3Doodler verilebilir. Sosyal fonlama sitesi KickStrater’da rekor başarıyla fonlandıktan sonra üretimine başlanan 3Doodler geçtiğimiz aylarda 2. versiyonunu piyasaya sundu. 3Doodler , daha çok sanatçılar ve öğrenciler tarafından yoğun ilgi gördü. daha sonraları bir dizi 3D kalem , 3Doodler’ın izinden gitme gayreti gösterdiler. Ancak hiçbirisinin 3Doodler’ın başarısını gösterdiği söylenemez.
Şu sıralar yine bir 3D kalem olan SKYPEN , yine KickStarter’da fon arayışında. SKYPEN‘i diğer kalemlerden ayıran en belirgin özelliği iki renk filamenti aynı anda takıp , istenildiğinde filamentler (renkler) arasında geçiş yapabilmesi ve tabii ki 19 dolar düzeyindeki fiyatı. Bu fiyata Avrupa için 25 dolar kargo ücreti ekleniyor. 2016 yılının ilk aylarında hazır olması beklenen SKYPEN daha önce başarılı bir dizi KickStarter deneyimi yaşamış olan SKY-TECH tarafından hayata geçirilmeye çalışılıyor.

SKYPEN‘in bir diğer özelliği ise 3D yazıcıdan çıkan destek malzemeli parçaları temizlemeye yardımcı olacak değiştirilebilir uçlarla beraber gelmesi. Bu uçlar sayesinde modelden ayırmakta zorlanılan destek malzemelerinin kolayca temizlenebileceği iddia ediliyor. SKYPEN‘in uç kısmı özel olarak korumalı olduğu için çocukların veya kullanıcıların ellerini yakmaları söz konusu değil.
3D yazıcı sahiplerinin modellerinde zaman zaman oluşan boşlukları doldurmada ve parçaları birleştirmede kullanabilecekleri bir 3D kalem edinmelerinin faydası olacağını düşünüyorum. Özellikle de fiyatının kargo ücretinin bile gerisinde kaldığı SKYPEN gibi yenilikler barındıran bir kalemin denenmesi gerektiği kanaatindeyim.
[/vc_column_text][/vc_column][/vc_row]
[vc_row][vc_column width=”1/1″][vc_column_text]
3D yazıcıların kullanım alanlarının hayal gücümüzle sınırlı olduğunu biliyoruz. Mutfakta yardımcı olabilecek bazı aletlerin 3D yazıcılarla üretimi bu alanlardan bir tanesi. Gareth Ladley ,endüstriyel tasarım konusunda bir hayli uzman bir kişi olarak son zamanlarda atıl teknolojilerin geri kazanımı konusunda çalışmalar yapmakta. Ve atıl teknolojilerin mutfakta kullanımı konusunda 3D yazıcıların desteğiyle bir takım geliştirmeler yapmış. Atıl teknoloji dendiğinde kullanım süresi çok kısa olan ve genelde atıl olarak sadece bekleyen teknolojiler anlaşılıyor. Örnek vermek gerekirse; el matkapları,çim biçme makinaları , boya püskürtme aparatları v.b. cihazlar kullanımları haricinde genelde bekleme durumundadırlar. İşte Ladley , bu cihazları başka alanlarda nasıl kullanabilirimi araştırırken , mutfakta bazı kullanım yollarını 3D yazıcı destekli olarak bulmuş.
|
|
|
Ladley’in bir Ultimaker 2 , masaüstü 3d yazıcı kullanarak yazdırdığı parçaları , metal parçalarla birleştirerek oluşturduğu bu aparatlarla patates soyma , karamelize olmuş şekeri kabartma , yumurtayı kabuğunun içinde çırpma ve havucu tornalamak mümkün.
|
|
|
|
Aşağıdaki videoda Ladley’in geliştirdiği mutfak aletleriyle yapılan bir Creme Brulee tatlısı tarifini izleyebilirsiniz:
[/vc_column_text][/vc_column][/vc_row]
[vc_row][vc_column width=”1/1″][vc_column_text]
Kampanya sayfası üzerinden erken satın alanlar için 199$’lık bir fiyatla sunulan eora 3D tarayıcısının Haziran 2016’da sevkiyatının başlaması planlanıyor. Android ve iOS platformlarında gelecek olan yazılımı bir çok açıdan yeterli gibi görünse de kullanmadan bir fikir yürütmek mümkün değil. Aşağıda sunulması planlanan yazılımın bir ön izlemesini bulabilirsiniz:
|
[/vc_column_text][/vc_column][/vc_row]
NASA 3D Yazıcı Kullanarak Bugüne Kadarki En Karmaşık Roket Motoru Parçasını Üretti
Nasa tarafından uzay araştırmalarının ve gelecek uzay yolculuklarının baş kahramanı olarak görülen 3D yazıcılar, bu kez uzay taşıtları için yakıt pompası üretilirken kullanıldı.
NASA 2 yıl süren Ar-Ge çalışmalarının ardından, gelecek nesil uzay araçlarında kullanmak üzere 3D yazıcı yapımı yakıt pompasının testlerini tamamladı. Bir F1 aracınınkinden 9.5 kat daha hızlı çalışabilen bu yakıt pompası aynı zamanda şu ana kadar üretilmiş en karmaşık 3D yazıcı ürünü.
Üretiminde demir tozu ve lazer kesim kullanıan bu yakıt pompası, geleneksel yakıt pompalarından %45 daha az parça kullanılarak üretildi. Saniyede 1200 galon sıvı hidrojen pompalaybilen bu yakıt pompası şimdiden NASA’nın yeni umudu gibi görünüyor. Amacı yeni teknolojiler kullanarak maliyetleri ve riskleri en az indirgemek olan NASA, 3D yazıcıları daha çok kullanacak gibi görünüyor. Detaylı bilgiye buradan ulaşabilirsiniz.
4D printing, 3D yazıcıların geleceği , bu 3 boyutlu yazıcıların nereye kadar gideceğinin göstergesi. 4D modelleme şu an için günlük kullanıma uygun olmayan teknoloji. Geleceğin şekillenmesinde kilit özellik taşıyor. Üniversiteler, Bilim adamları ve 3D yazıcı üreten bazı şirketler ”4D Printing” teknolojisi üzerinde çalışmaya başladılar. Konu içresinde yar alacak video ve resimler ile sizin de bu konuda heyecanlanacağınıza eminiz.
4D printing kısaca açıklamak gerekirse; üretilmiş bir modelin belirli uyarıcılarla (su,sıcaklık,ışık…) 2 boyuttan 3 boyuta – 3 boyutlu bir cisimden başka bir 3 boyutlu cisme dönüşmesidir.
NASIL ÇALIŞIR
Şekil değiştirme enerjisini şu an için su sağlamış oluyor. Programlanabilen malzemenin bazı kısımları, daha sert ve diğer bazı kısımları ise daha çok su emdiği için malzeme su altında veya sprey ile sulandığında şekil değiştiriyor.
Aktivasyon enerjisi olarak su ile, bu teknik olmayan elektronik tabanlı malzemelerin içine programlanabilirlik ve basit karar verme gömmek için yeni olanaklar vaat ediyor. (Karmaşık elektro-mekanik cihazlar dayanarak olmadan robot gibi davranış düşünün)
Gelecek Uygulamalar
4d-4-300x168Piyasada şu an için mevcut olmasa da, minimum enerji ile kendini montaj edebilen bir ürün bu yenilikçi dünyada sadece bir başlangıçtır. Çevresel, ekonomik, insani ve diğer kısıtlamalar dalgalanma devam ederken, bize kolaylığı ve çeviklik ile yanıt verebilen dinamik sistemler gerekecek. 4D Baskı bu heyecan verici yeteneği sunmak için türünün ilk örneğidir. Bu gerçekten bu noktaya kadar olan yapıların ve anlayışımızda köklü bir değişimdir. Havacılık, otomotiv, inşaat endüstrileri vb. sektörler belirli sınırlar içerisinde çalışıyorlar ama 3d yazıcılar ile kırılmaya başlanan bu sırlayıcı etkenler bence 4D printing ile tamamen ortadan kakacak ve tek sınır insanın hayal gücü olacak.
4D PRINTING ‘i tam olarak açıklamış bir video:
4D yazıcı sonraki büyük oyun değiştirici olabilir. 4D printing sürecinin temeli kendini monteleyebilen ya da çevre ve kullanıcı ihtiyaçları için kendilerini yeniden düzenleyebilen ‘akıllı nesneleri’ yaratabilirsiniz. bir nesneyi kodlayarak açılarını, renklerini, boyutlarını değiştirmek, ve hatta sıcaklık, su, hareket ya da dalgalanmalara nasıl tepki vereceğini değiştirebilirsiniz.
IŞIĞIN AKTİVE ETTİĞİ BİR NESNE
Ayrıca, ABD Ordusu Araştırma Bürosu, bu teknolojinin olanaklarını araştırılmış. 4D printing , hızlı ve topluca talebe cevaben parça, yaşamsal kaynaklar ve silahlar askere inanılmaz yararlı olabileceğini açıktır. Bu araştırmanın sonuçları, performansını artırmak için hızla değişen hava koşullarına uyumlu barınaklar, kamufle tekstil veya araç kalkanları içerebileceği öne sürülmüştür.
DİĞER ÖRNEKLER
4D Printing Octahedron_COMBINED3
4D PRINTING İLE NELER YAPILABİLECEĞİNE MÜKEMMEL BİR ÖRNEK
CFD_Simulation_Low Position_2
CFD_Simulation_High Position_2
Olasılıklar sonsuz, ve biz eminiz ki bu teknoloji sağlık hizmetlerinden eğitime üretimin her şeyi olacak potansiyele sahip ve dünyayı değiştirmek için başlıyor.
Genel Kullanım Amaçlı Plastikler
ABS (Akrilonitril Butadien Stiren )
ÖZELLİKLERİ
Darbe dayanımı yüksek, işlenmesi kolay, askeri ve sivil amaçlarla çok kullanılan bir plastik türüdür.
KULLANIM YERLERİ
KULLANIM YERLERİ
Anahtar kutuları, Televizyon kabini, far, ayna , telefon gövdeleri ,oyuncak,askeri amaçlı tüfek dipçikleri ve inşaat malzemesi yapımında kullanılır.
Akrilik Polimerler (Polimetilmetakrilat)
ÖZELLİKLERİ
Aşınmaya karşı yüksek dirençli,kolay renk yitirmeyen, ışığı iyi ileten, iyi ısı özelliklerine sahip reçinelerdir.
ÇEŞİTLERİ
Akrilik Elyaf ,Polimetil Metakrilat (PMMA), Siyanoakrilatlar , Poliakrilamid
KULLANIM YERLERİ
Gözlük ve bazı optik cihazlar, ışıklı pano ve jet uçaklarında kabin camı olarak kullanılmaktadır.
NYLON, PA(Poliamid),
ÖZELLİKLERİ
Kimyasal özelliklere ve Yüksek dayanıma sahip hafif ve birçok türleri olan termoplast üründür.
ÇEŞİTLERİ
Nylon’lar içerdiği karbon sayısına göre adlandırılır.( Nylon 6, Nylon 66, Nylon 610 ve Nylon 8 dir.)
KULLANIM YERLERİ
elektrik tellerinin yalıtımında, Dişli ve yatak yapımında, elektrikli battaniyelerde,çorap ve örme işleri ile darbeye dirençli metal mobilyaların kaplanmasında, gıda endüstrisinde, kumaş, elbise ve hastane araç ve gereçleri yapımında kullanılmaktadır.
Poliasetal
ÖZELLİKLERİ
Kimyasal,Fiziksel mekanik ve birçok özelliği nedeniyle mükemmel bir malzemedir. Boyut kararlılığı ve düşük fiyatı nedeniyle tercih edilen bir üründür.
KULLANIM YERLERİ
Hassas parça yapımında ,ölçü aletleri, saat, telefon parçaları, otomobil göstergeleri, kam, dişli, kalem, anahtar,pencere çerçeveleri gibi parçaların imalatında kullanılır.
Polietilen (PE)
ÖZELLİKLERİ
Etilen polimerizasyonuyla tokluğu yüksek, elektriksel yalıtkan, sürtünme direnci düşük, kimyasal maddelere dayanıklı plastik çeşididir.
ÇEŞİTLERİ
Yoğunluklarına göre alçak,orta,yüksek olarak çeşitlendirilir. Günümüzde en fazla kullanılan plastik çeşididir.
KULLANIM YERLERİ
KULLANIM YERLERİ
Buzdolabı parçaları, kimyasal madde taşıyan tank ve depolarda, bidon, torba, mutfak eşyası yapımında kullanılır
Polifenilen Sülfid (PPS)
ÖZELLİKLERİ
Gerekse yüksek sıcaklık ve alev direnci bakımından gerekse kimyasal bakımdan iyi özelliklere sahip kararlı bir plastiktir. Buda imalat esnasında birçok kez kullanılmasını sağlar.
KULLANIM YERLERİ
Mikrodalga fırınları, kimya proses kontrol cihazları, pompa, santrifüj ve kişisel eşyalar yapılmaktadır .
Polikarbonat (PC)
ÖZELLİKLERİ
Aleve dirençli hava ve ultraviyole ışınlarına dayanıklı, olan iyi bir tokluk ve saydamlığa sahip, elektriksel ve mekanik özellikleri yüksek, amorf yapıda plastiktir.
KULLANIM YERLERİ
Sokak ve trafik lamba armatürleri, elektronik parçalar, güneş kollektörü camları, , su kaplarında, büro ve iş makineleri gövdeleri yapımında ve gıda ambalajlarında kullanılır.
Polivinil Klorid (PVC)
ÖZELLİKLERİ
Esnek ve rizit, saydam ve opak türleri vardır. Fiziksel dayanımı ve elektriksel yalıtım özelliği iyidir. Üretim kolaylığı yüksektir. Çevre koşullarına dirençli ucuz bir plastiktir.
KULLANIM YERLERİ
Elektrik tellerinin yalıtımında, su hortumlarında, yer döşemeciliğinde, oyuncak, gıda ambalajlarında, kapılar ve Kaset kutuları, kırtasiye eşyası (cetvel, tükenmez kalem), gıda maddeleri için soğutucu kabinler, vantilatör pervanesi ve otomobil sinyal lambaları yapımında kullanılmaktadır.
Polipropilen (PP)
ÖZELLİKLERİ
Ağaç ve metal aksam yerine kullanılabilen, Boya tutma yeteneği olan yoğunluğu düşük lifhaline de getirilebilen kaliteli ve ucuz mühendislik plastiğidir.
KULLANIM YERLERİ
Akümülatör gövdesinde, beyaz eşya ,sağlık hizmetlerinde,otomotiv sektöründe, ,
kablo, halat, boru, masa, sandalye gibi hacimli eşya yapımında ve köpük malzeme yapımında kullanılmaktadır.
Polistiren (PS)
ÖZELLİKLERİ
Optik özelliği iyi derecede olan İşlenebilme kolaylığı ve iyi renklenme yeteneğine sahip elektrik yalıtımı iyi bir polimerdir.
KULLANIM YERLERİ
Elektronik parçalarla, tekstil,gıda, oyuncak ve çeşitli makine aksamı yapımında kullanılmaktadır.
Poliimid (PI)
ÖZELLİKLERİ
Mekanik özellikleri yanında ısısal özellikleride olan poliimidler termoplast, termoset, alaşım ile sıvı halde bulunan pahalı plastik grubudur.
KULLANIM YERLERİ
otomotiv, askeri (füzekablo yalıtımı), Uzay-havacılık (jet motoru), elektronik (fotokopi, bilgisayar parçası) ve çevre koruma; elektriksel yalıtma malzemeleri ve yanmaz kumaşlarda kullanılır.
PLASTİK KALIPLARINDA ENJEKSİYON HATALARINI GİDERME
Akış izleri
Kalıp sıcaklığı çok soğuk
1. Kovan ve meme sıcaklığını arttırın.
2. Eriyik ve/veya kalıp sıcaklığını arttırın
3. Enjeksiyon hızını arttırın
4. Burgu hızını ve geri basıncını arttırın
5. Burgunun uygunluğunu kontrol edin
Kalıp dizaynı hatalı
1. Yolluk girişi yerini değiştirin
2. Yolluk girişini genişletin
3. Yolluk çapını arttırın
4. Yolluklara akışı kısıtlayıcı veya değiştirici bölgeler açınız (ör. Yolluk çekici)
Kalıbı doldurma problemleri / eksik baskı
Hava atma sistemi yetersiz hava sıkışması var
1. Hava atma kanallarının yeterliliğini / tıkanmasını kontrol edin
2. Hava atma kanallarının yerlerini kontrol edin
3. Hava atma kanallarını genişletin
4. Enjeksiyon hızını ve/veya basıncını değiştirerek kalıbın dolma şeklini değiştirin
5. Hava atma kanallarına destek sağlamak
Yolluk sistemi
1. Yolluk girişlerinde tıkanma olup olmadığına bakın
2. Yolluk girişlerini genişletin
3. Yollukları genişletin
Eriyik ve/veya kalıp çok soğuk
1. Kovan ve meme ısısını arttırın
2. Kalıp sıcaklığını arttırın
3. Enjeksiyon hızını arttırın
4. Burgu hızını arttırın
Enjekte edilen malzeme miktarı/gramaj
1. Enjekte edilen malzeme miktarını / gramajı arttırın
2. Eriyik yastıklamasını arttırın
Çöküntü izleri
Ütüleme basıncı çok düşük
1. Ütüleme basıncını arttırın
Eriyik ve/veya kalıp çok sıcak
1. Kovan ve meme ısısını düşürün
2. Kalıp sıcaklığını düşürün
3. Burgu hızını düşürün
Isıtıcı arızası
1. Termokuple ve ısıtıcı bantları kontrol edin
Kalıp dizaynı hatalı
1. Hava atma kanallarını genişletin
2. Hava atma kanallarında tıkanma olup olmadığını kontrol edin
3. Hava atma kanallarına destek sağlamak için vakumlu sistemler kullanın
4. Hava atma kanallarının yerlerini kontrol edin
Koku veya sararma
Eriyik ve/veya kalıp çok sıcak
1. Kovan ve meme ısısını düşürün
2. Kalıp sıcaklığını düşürün
3. Enjeksiyon hızını düşürün
4. Burgu hızını ve geri basıncı düşürün
5. Sıcaklık yolluklarının sıcaklığını kontrol edin (varsa)
Çapak oluşması
Enjeksiyon basıncı/ hızı çok yüksek
1. Enjeksiyon basıncını/ hızını düşürün
2. Kapama basıncını arttırın
3. Enjeksiyon hızını düşürün
Eriyik ve/veya kalıp çok sıcak
1. Kovan ve meme sıcaklığını düşürün
2. Kalıp sıcaklığını düşürün
3. Burgu hızını düşürün
Parçada çarpılma
Aşırı yönlenme (oriyantasyon)
1. Eriyik ve kalıp sıcaklığını arttırın
2. Enjeksiyon hızını düşürün
Parça çok sıkıştırılmış / aşırı ütüleme
1. Ütüleme basıncını düşürün
2. Enjeksiyon zamanı ile kalıp dolma zamanını uyumlu hale getirin
Kalıp dengesiz doluyor
1. Yolluk girişlerinin yerini değiştirin
2. Kalıp sıcaklığı/soğutmanın homojen olmasını sağlayın
3. Enjeksiyon hızını ve basıncını arttırın
Siyah noktacıklar / topaklanan parçalar
Kirlilik
1. Düşük akışkanlıklı PP ya da HDPE geçirerek makineyi temizleyin
2. Renk konsantresinin PP ya da PE bazlı olduğuna emin olun, PVC bazlı renk karışımları kullanmayın
Kalıba yapışma
Parça sıcaklığı çok yüksek
1. Kovan ve meme sıcaklığını düşürün
2. Kalıp sıcaklığını düşürün
3. Soğutma süresini arttırın
Parça çok sıkıştırılmış / aşırı ütüleme
1. Enjekte edilen malzeme miktarını düşürün ve kalıbın doldurulması gereken uygun malzeme miktarını belirleyin
Kalıp dizaynı hatalı
1. Konik açılarını arttırın
2. Kalıp ayırıcı kullanın
3. Gerekli ise kalıba erozyon yaptırın
Malzemenin kalıp girişinde birikmesi
Malzeme nemli
1. Granülleri kurutun
2. Hava atma kanallarına emiş ünitesi ekleyin
Basınç çok düşük
1. Ütüleme basıncını arttırın
Üzerine enjeksiyon yapılacak (insert için)parça çok soğuk
1. Üzerine enjeksiyon yapılacak parçayı ısıtın (dikkat parçanın yüzey sıcaklığı 80ºC – 100ºC arası olmalıdır)
3D Yazıcılarda Kullanıma Uygun Hammaddeler
3D baskı teknolojisiyle yeni tanıştıysanız, 3D yazıcıların çikolatayla bile baskı yapabildiğini öğrenmek sizin için muazzam olabilir. Fakat 3D yazıcılar, bundan çok daha çoksını vaat ediyor.
Katmanlı İmalat (Additive Manufacturing) teknolojisinden yararlanan 3D yazıcılar, hammaddeyi eriterek katmanları üst üste yığıyor ve böylece ortaya 3 boyutlu, gerçek bir obje menfaatiyor. İşte bu prosedürü yerine getirirken kullanılan hammaddelere de filament deniyor.
Piyasada birbirinden farklı onlarca filament çeşidi bulunmakta. Bunlardan en tanınmışleri PLA ve ABS iken; bakır, bronz, seramik, ahşap, bambu hatta sıvı reçine bile hammadde olarak kullanılabilecekler arasında. Tüm bu hammaddeleri daha yakından incelemek iyi bir fikir olabilir…
PLA
Mısır nişastası bazlı olan PLA (Polilaktik Asit) bir çeşit bioplastiktir. Sağlığa herhangi bir zararı bulunmadığından kaynaklı günümüzde kullanıcılar tarafından sıkça tercih edilmektedir. Bunun yanısıra geri dönüşümle gübre şeklinde de kullanabilmek mümkündür. Baskı esnasında en uygun prosedüre sıcaklığı olarak 180-220 santigrat derece arası tavsiye edilmektedir. Aynı zamanda PLA kullanıyorsanız, eflatun’dan deniz mavisine kadar geniş bir renk opsiyonune sahipsiniz demektir.
PLA Filament
ABS
ABS (Akrilonitril bütadien stiren) petrol bazlı bir plastiktir. Oldukça sağlam olan ABS baskı için ısıtmalı platforma (heated bed) (BuildTak ile baskı alınabilmektedir.) ihtiyaç duymaktadır. Mat bir tasarıma sahip olan ABS’in en uygun baskı sıcaklığıysa 250-260 santigrat derecedir. Aynı biçimde PLA gibi günümüzde sıkça kullanılan filamentlerden biridir.
ABS Filament
PVA
Havada basılamayan nesneler için baskı esnasında destek denilen yapılar oluşturulmaktadır. PVA (Polivinil Alkol) ise sıvıda çözünme özelliği ile günümüzde mevcut olan en iyi destek gereçlerinden biridir. Sıcak ya da soğuk suya atıldığında çözünerek nesnenizin desteklerden kurtulmasına yardım eder.
Katkılı PLA Filamentler
Ahşap
Ahşap filament nesnelerinize gerçek bir ahşap görünümü ve kokusu katmak için iyi bir seçim olabilir. Aynı diğer termoplastik filamentler (ABS, PLA) gibi ahşap filament de benzer bir baskı sürecine sahiptir. Baskı için gerekli prosedüre ısısı 175-250 derece arasında değişirken, tavsiyelen baskı hızı 20mm/sn’dir. (%20 woodfill)
woodfill
Bakır – Bronz – Bambu
Elinize aldığınızda %30 karışımlı yapısıyla gerçek bir bakır ya da bronza dokunuyormuşçasına bir izlenim bırakacak olan filamentlere edukkan.3dortgen.com’dan da erişebilirsiniz. Bu filamentler 3D baskılara doku olarak farklı bir dşayet katıyor.
bronzefill
Naylon
Oldukça dayanıklı ve güçlü olan naylon filament medikal alanda sıkça kullanılmaktadır. En tanınmış naylon filamentlere Nylon 618 ve Nylon 645 örnek verilebilir. Nylon 618’de aynı ABS gibi ısıtmalı platforma ihtiyaç duymaktadır.
nylonfilament
PET – PETG
Pet şişelerden tanıdık gelen PET, kristalimsi ve renksiz bir hammaddedir. Fakat ısıtıldığında ya da soğutulduğunda saydamlığı değişiklik göstermektedir. Bunun yanısıra PETG gibi modifikasyona uğramış sürümları da mevcuttur. İdeal olarak 160-210 derece arası tavsiyelen prosedüre sıcaklığıdır. Havadaki suyu emebileceğinden kaynaklı açıkta muhafaza edilmesi tavsiye edilmez.
PET Filament
Sıvı Reçine (Resine)
Sıvı reçineler, bilhassa Stereolithography (SLA) adı verilen bir 3D baskı yönteminde kullanılmaktadır. Fiyatları diğer filamentlere oranla yüksek olduğu halde detay konusu ile ilgili üst düzey bir kalite sunmaktadırlar. Kahenkculuk, mimarlık ve dişçilik sektörlerinde sıkça kullanılan bir hammadde olan sıvı reçiney ile ilgili bir videoya aşağıdan erişebilirsiniz.
Bizi gelecekte neler bekliyor?
Gelecekte çok daha işlevsel filamentler göreceğimizden eminiz. Çünkü yeni hammaddelerin bulunması yeni imkânlar ve daha iyi baskılar demek. Geçenlerde haberini yaptığımız “ergimiş cam” ile 3D üretim bu hammadde ailesine eklenen yeni bir üye. Yakın gelecekte organdan, uçak motoruna kadar hemen her şeyin 3D yazıcılarda üretilmesi muhtemel gözüküyor.
MIT Cam ile Üretim Yapabilen 3D Yazıcı Geliştirdi
3D yazıcıların gelişmesiyle birlikte malzeme teknolojisi de beraberinde hızlıca gelişiyor. Metal, seramik, ahşap hatta canlı dokularla 3D baskı yapılabilirken bu listeye MIT araştırmacıları sayesinde “cam” da eklendi.
GLASS from Mediated Matter Group on Vimeo.
MIT araştırmacıları uzun bir sürecin sonunda cam ana maddesi kullanarak baskı yapabilen bir 3D yazıcı geliştirdi. 1.040 santigrat derecenin üzerindeyken cam baskı yapabilen bu 3D yazıcı, standartların dışında üretim yapabildiği için diğerlerinden farklılaşıyor.
Bildiğiniz gibi cam, işlenmesi çok zor bir materyal olduğu için büyük işçilikler ve dolayısıyla maliyetler gerektiriyor. Ayrıca 3D yazıcıyla yapılmasına raümen dayanıklılığından ve dokudan ödün verilmiyor. Bu gelişmenin ardından 3D baskı cihazı ve cam kullanılarak oluşturulabilecek eşyaların ve objelerin önünde ki kreatif sınırlar biraz daha genişlemiş oldu.
3Dörtgen’in kurucusu Furkan Bakır ise Twitter’daki kişisel hesabından bu tür yazıcıların sanatsal çalışmalar için uygun olabileceğini ancak kısıtlı kontrol imkanı tanıdığı için belli patternlerin dışına çıkılmasının uygun olmadığını belirtti.
Bekleyip göreceğiz…
3 Boyutlu Yazıcı İle Araba Yapmak Mümkün Mü?
3 boyutlu yazıcı teknolojisi gün geçtikte hayatımıza daha fazla giriyor ve kullanıldığı sektörler gün geçtikçe artıyor. Otomotiv sektöründe yedek parça üretim bandında kullanılan 3 boyutlu yazıcılar ortaya çıkan son proje ile otomotiv sektörüne bamdiğer dünyaların kapılarını açtı.
Local Motors, 45 saat gibi olağanüstü bir süre içerisinde elektrikli bir arabayı 3 boyutlu yazıcı kullanarak üretti. Üstelik arabanın özellikleri son derece tatmin edici. 200 km menzili olan araç maksimum 65 km/h hıza çıkabiliyor ve 2 kişilik oturma kapasitesi ile karşımıza çıkıyor. Aracın fiyatı ise 18.000$ ve 30.000$ arasında değişiyor.
Local Motors CEO’su John Rogers “Önümüzde ki aylarda aracın print süresini önce 24 saate daha sonra 10 saate kadar indirmeyi planlıyoruz. Almanya ve Detroit bir aracın üretim süresini yıllar yıllar sonra 10 saate düşürdüler. Biz ise bunu yalnızca aylar içinde yapacağız.’ biçiminde açıklamada bulundu. Bu açıklamayla beraber 3 boyutlu yazıcı teknolojisinin her geçen gün gelişeceğini ve üretim bandında çok daha çok yer alabileceğini anlıyoruz.
3D Yazıcı Sayesinde Hayatı Değişen Küçük Kız
Gündeme hem kreatif ve eğlenceli yönüyle konu olan 3D yazıcılar, bu sefer küçük bir çocuğun hayatını tamamen değiştirmek için sahnede.
Daha önce size buradan Çinli bir bebeğin 3D yazıcı sayesinde değişen hayatını paylaşmıştık. Bu kez de 3D yazıcı ile üretilen protez el Isabella’nın hayatını değiştirdi. Temel olarak alınan ölçülere uygun olarak 3D yazıcıda üretilen protezler, yakın zamanda tek parça ve fonksiyonel olmayan geleneksel protezlerin yerini alacak gibi görünüyor.
Team Unlimbited gönüllüsü Stephen Davies’in geliştirdiği el Isabella’ya hediye edildi. Gönüllü grup Enablecon’un 2015’te 1000 kişiye ulaşmayı planlıyor. Enable Community Foundation’ın başlattığı, Enabling the Future projesi ile dünya çapında çocuklara 3D yazıcıyla üretilmiş protezler özellikle eller ulaştırılıyor. Daha fazla bilgi ve bağış yapmak için http://enablingthefuture.org adresini ziyaret edebilirsiniz. Unutmadan söyleyelim 3Dörtgen olarak biz de Enabling projesine 3D yazıcılarımızla destek oluyoruz. Eğer sizin de bir 3D yazıcınız varsa üretim desteği verebilirsiniz.
Cambridge Üniversitesi Robot Üreten Anne Robot Geliştirdi
Darwin’in doğal seleksiyon teorisi robotlar tarafından da benimsenmiş gibi görünüyor. Cambridge Üniversitesi’nde geliştirilen “anne” robot, artık kendi kendine bebek robotların tasarımını, üretimini, testlerini hatta geliştirmelerini yapmaya başladı. “Anne” robot bu sayede daha gelişmiş ve başarılı yeni jenerasyon robotlar üretebiliyor.
3D_Printed_Robot
Cambridge’te araştırmalarını sürdüren Dr. Fumiya ve ekibi, bir anne robot üreterek onu başka robotlar üretmeye programladı. Bundan sonra anne robotun yaptığı her şey robotun kararıydı. Anne robot küpler kullanarak 10 adet ilk nesil robotları üretti. Aynı zamanda ürettiği robotları denetleyen anne robot, ürettiği ikinci jenerasyon robotları ilk nesile göre iki kat daha hızlı hayata geçirdi.
Ekibin yaptığı açıklamada, anne robotun sadece tek bir formda değil, birden fazla şekilde yapılar oluşturduğu ve kendi yaratıcılıklarını kazandığı vurgulandı.
3D Yazıcı İle Üretilmiş Hayat Kolaylaştıran Ürünler
Marketten eve dönerken taşımanız gereken poşetler çok ağır geldiğinde veya evden her çıkışınızda kaybolan anahtarı aramaya başladığınızda aklınızda bir yerlerde bu sorunlara çözüm üretmeyi düşündünüz mü? 3D yazıcılarla günlük hayatta ihtiyacınız olan, hayatınızı kolaylaştıran ihtiyaçlarınızı kolayca üretebileceğinizi biliyor muydunuz?
Günlük hayatın vazgeçilmez problemlerine çözüm bulan 3D tasarımları sizler için derledik:
1) Diş macununuzu yarısı doluyken çöpe atmayın.
Sık sık dişlerinizi fırçalıyorsanız diş macununu altından tutarak sıkmak zamanınızı alıyor olabilir. 3D yazıcıda üretilen bu aparat diş macununa takıldıktan sonra ileri ittirilerek sıkma işlemini sizin için gerçekleştiriyor. 3D Model: http://www.thingiverse.com/thing:49263
2) Rüzgâr nedeniyle çarpan kapılar
Üretilen bu aparat sayesinde rüzgârdan kapanan kapıların soyu tükeniyor. Duvara monte edebileceğiniz bu aparata kapı kolunu yerleştirerek kapınızın kapanmasını engelleyebilirsiniz. 3D Model: http://www.thingiverse.com/thing:129444
3) Yumurta beyazı ve sarısını hızlıca ayırın
Yumurtanın beyazı ve sarısını birbirinden ayırmak için birçok yöntem var. Fakat bu seferki, işi önemli ölçüde kolaylaştırıyor. Resimde görülen içi hava dolu obje, sıkıldığında bir vakum etkisi yaratarak yumurta sarısının beyazından ayrılmasını sağlıyor. 3D Model: http://www.thingiverse.com/thing:49263
4) Poşetleri taşımak artık sorun değil
Fazla söze gerek yok. Poşetlerinizi rahatça taşımanız için bir poşet tutacağı. 3D Model: http://www.thingiverse.com/thing:49263
5) Boş kavanozları bardağa çevirin
Biten çikolata kavanozlarını çöpe atmıyorsunuz değil mi? Çünkü bu kullanışlı tasarım kavanozlarınızı bardağa çevirmek için gereken aparat. 3D Model: https://cults3d.com/en/home/second-life-mug
6) Kulaklık sabitleyici
Müzik dinlerken veya spor yaparken kulaklığınız sürekli olarak kulağınızdan çıkıyorsa bu ürün sizin için tasarlanmış. Bu küçük aparat sayesinde kulaklığı kulağınıza sabitleyebilirsiniz. 3D Model: http://www.shapeways.com/product/NT9URUCJ4/earpod-attachments-for-active-people?li=productGroup&optionId=43788262
7) Kişisel eşya rafı
Daha önce de bahsettiğimiz, durmadan kaybolan anahtarlar ve özel eşyalarınız için bir raf. 3D Model: https://www.myminifactory.com/object/poko-trial-11561
Bu tasarımlardan birini üretecek olsanız hangisini seçerdiniz?
Plastik Enjeksiyon Kalıbı Nedir?

Kalıp, makinenin ergitme ünitesinde gelen plastiğin nihai ürüne ulaşmasını sağlayan sistemdir. Plastik enjeksiyon yönteminde ürünün şekli, boyutları, kalitesi ve toleransları öncelikli olarak kalıp tarafından belirlenmektedir. Plastik enjeksiyon kalıbıaşağıdaki şekilde gösterilmektedir. Kalıp elemanları aşağıda sıralanarak, görevleri açıklanmıştır.

Plastik Enjeksiyon Kalıp Elemanları Nelerdir?
Yolluk burcu(kalıp memesi): Enjeksiyon memesinden geçen hammadde görüldüğü gibi yolluk burcundan geçerek çeliğin içine yayılmaktadır. Yolluk burcu hazır kalıp elemanlarıdır.
Merkezleme bileziği(flanş): Kalıbı enjeksiyon makinesinin plakasına merkezlemektedir.
Merkezleme pimleri(kolonlar) ve burçlar: Enjeksiyon makinesinde kalıbın dişi ve erkek tarafının açılıp kapanmasında, birbirlerine yataklama yaparak kalıbın düzgün bir eksen etrafında çalışmasını sağlayan elemanlardır. Genellikle pimler dişi tarafa, burçlar erkek tarafa yerleştirilir.
İtici pimler: Kalıbın iticileri, parçanın kalıptan çıkarılmasını sağlamaktadır. Kalıpların bir çoğunda itici grubu kalıbın erkek tarafında yer alsa da bazı özel uygulamalarda dişi tarafta da olabilir. İtici pimler silindirik ve lama kesitte olabilmektedir.
Dişi ve erkek plaka: Plastik enjeksiyon kalıplarında dişi ve erkek plakalar kendi içlerinde bazı parçalara ayrılmaktadır. Plakların parça geometrisinin işlendiği bölüm kalıp çekirdeği ve erkek çelik/dişi çelik denilerek ana taşıyıcı plaka ile yekpare yapılmayabilir. Bunun nedeni maliyetleri düşürmek içindir. Çünkü parça geometrisinin işlendiği çekirdekler yüksek alaşımlı çeliklerdir. Dolayısıyla büyük ölçülerde bir yüksek alaşımlı çelik kullanmaktansa daha küçük ölçülerde kullanabilirsiniz. Ana taşıyıcı plakayı da Ck45 çeliğinden kullanarak maliyetleri azaltılabilir. Böyle kalıplarda geometrinin işlendiği parçaya erkek/dişi çekirdek(çelik) denir, taşıyıcı plakaya da erkek/dişi hamil denir.
Eğer tonluk kalıplar söz konusu ise montaj zorluğundan dolayı dişi ve erkek plakalar yekpare işlenir.
Kalıpların soğutma sistemlerinin bağlantıları, kalıp kilitleri, kalıp etiketleri hamillerin üzerinde yer alır.
Üst plaka: Dişi hamil ile enjeksiyon tablası arasında kalmaktadır. Enjeksiyon makinasına kalıbın dişi tarafı bu plakadan bağlanmaktadır. Sıcak yolluklu kalıplarda üst plaka ile enjeksiyon tablası arasında ısı yalıtım plakası konur.
Alt plaka: Kalıbın erkek tarafının makine tablasına bağlanan plakasıdır.
Destek plakası: Kalıbın erkek hamilinin altına yerleştirilir. İtici plakalarının çalışma boşluğu erkek hamilin altına gelir. Kalıpta bu bölge deformasyona uğrayabilir. Destek plakaları deformasyonu azaltmak için kullanılan kalınlıkları 27-37 mm olabilen kalıp elemanlarıdır. Bu konu ilerde ayrıntılı olarak incelenecektir.
Paralel takozlar: Paralel takozlar erkek hamilin iki yanında bulunurlar. İtici plakaları takozların arasında çalışırlar. Takozların yükseklikleri, kalıptan parçanın ne kadar itileceğini belirler.
Silindirik takozlar: Erkek hamilin altındaki bulunan, basınçlar karşında hamili deforme olmaya maruz bırakan itici plakalarının çalışma boşluklarına yerleştirilir.
3D Printer Nedir
3D Printer, 3 boyutlu bilgisayar datasını katı, elinizle tutabileceğiniz gerçek nesnelere dönüştüren bir makinedir. Bu teknoloji geleneksel imalat yöntemleri gerçekleştirilmesi mümkün olmayan geometrileri üretebilmektedir.
3D yazıcı teknolojisi aslında yeni bir teknoloji değil ilk uygulaması 1984′e dayanıyor ancak geçtiğimiz 20 yılda bu yöntem hızlı prototipleme alanının dışında çok fazla ilgi görmedi. 2006 da başlayan Reprap projesi ile çok daha geniş kitlelere ulaştı. Bu proje sayesinde bir çok sıradan kullanıcı, hobi severler, kendin yap kültürüne sahip kişiler bir 3d yazıcıya sahip oldu. Hatta projenin başlangıcından 3 yıl sonra bir çok şirket açık kaynak 3d yazıcı üretmek ve satmak için Reprap projesinin getirdiklerinden faydalanarak teknolojiyi çok daha geniş bir kullanıcı kitlesine yaymayı başardı.
3D PRINTER NASIL ÇALIŞIR ?
1- Modelleme: Üretilecek ürün 3 boyutlu tasarım programları (CAD) ya da 3 boyutlu tarama sistemleri ile bilgisayar datası oluşturulur. Oluşturulan model genellikle STL dosya formatına çevrilerek 3D baskı sürecine geçilir.
2-3D Baskı: 3d baskı işleminde obje katmanlar halinde üst üste serilerek oluşturulur. Günümüz teknolojisinde bu katmanlar plastik ergitme, laset sinterleme, sterolitografi gibi farklı yöntemler ile gerçekleştirilebilmektedir. Makinenin bu katmanlar sırasındaki takım yolunu takip etmesi için STL dosyası hazırlanmış model dilimleme yazılımı ile katmanlara ayrılır.
3-Yüzey İyileştirme: 3D printer ile gerçekleştirilen objeler geleneksel teknolojiler ile karşılaştırıldığında boyutsal açıdan daha hatalı olabilmektedir. Bu nedenle kritik objelerde don bir yüzey temizleme, iyileştirme ve son ölçüye getirme işlemi uygulanabilmektedir.
3D Printer Teknolojileri
3D Printerlar bir çok farklı teknolojileri kullanarak üretim yapabilmektedir. Günümüzde en popüler yöntem FDM (Fused Deposition Modelling) yada birleştirmeli yığma teknolojisidir. Bu yöntemde ısı ile şekillendirilebilen termoplastik polimer malzemeler (PLA, ABS) kullanılmaktadır. Plastik malzemeler grubunda en yüksek malzeme mukavemetine bu teknoloji ile ulaşılmaktadır. FDM teknolojisinde sarkıt tipi havada asılı duran yapıların üretilmesi oldukça sıkıntılı olabilmektedir. Yapının açısı nedeni ile herhangi bir destek malzemesi kullanılmasına gerek olmasa da en alt katmanda malzemenin az olması nedeni ile, üzerine yığılan diğer katmanları taşıyamaması ve çarpılması söz konusudur.
3D Printer teknolojilerinin tamamı katmanları üst üste yığma prensibi ile çalışır. Ancak katmanları nasıl oluşturdukları oldukça farklılaşabilmektedir. Katman yığma teknikleri günümüzde geçerli olan bir çok farklı teknolojiden faydalanabilmektedir. Örneğin lazerler, elektron ışın kaynakları, UV kürleme vb. Şimdi bu farklı katman yığma teknolojilerini detayları ile inceleyelim
FDM den sonra en sık kullanılan ikinci yöntem SLS yani selective laser sinterleme ya da tam Türkçesi ile seçici lazer sinterlemedir. Sinterleme, genellikle toz metalurjisinde kullanılan ve toz metallerin ısı ve basınç altında katı cisimlere dönüştürülmesi ile ilgili bir teknolojidir. Lazer sinterleme tekniğinde yine adından da anlaşılabileceği gibi lazer kullanılmaktadır. Lazer ışını malzeme tozları üzerine, çok hızlı bir şekilde yansıtılarak katmanlar oluşturulur. Lazer ışını, lazer tarayıcı denen bir parça vasıtası ile insan gözünün algılamakta güçlük çekebileceği hızlarda, katmanları oluşturabilmektedir.
Bu teknolojide kullanılan lazer gücüne bağlı olarak metal, plastik ve seramik olmak üzere neredeyse bir çok farklı malzeme ve malzeme kombinasyonu kullanılabilmektedir. SLS teknolojisinde FDM den farklı olarak parçalar ham madde olarak kullanılan toz içine gömülü olarak üretilmektedir bu nedenle bir çok modelde destek malzemesi kullanılma ihtiyacı ortadan kalkmaktadır. Ancak FDM ile karşılaştırıldığında oldukça yavaş bir yöntemdir. Bunu sebebi ise her katman için düzgün bir toz yüzeyi serilmesi gerektirmesidir. Tozun düzgün serilebilmesi için serici kafa oldukça yavaş hareket etmektedir, bu durumda toplam üretim süresini arttırabilmektedir. SLS teknolojisi oldukça kompleks şekilleri kolaylıkla üretebilmesi nedeni endüstride tercih edilen metotlardan biridir.
SLS teknolojisi bu endüstride en çok kafa karıştıran yöntem desek, yanılmış olmayız. Bunu sebebi bir çok farklı şirketin bu yöntemi farklı isimlerle lanse etmesidir. SLM (selective laser melting), DMLS(Direct metal laser sintering) gibi.
3D Yazıcılar
Neler Yapılabilir ?
3 boyutlu yazıcı ile herhangi bir 3 boyutlu nesneyi oluşturabilirsiniz. Herhangi bir CAD yazılımı ile çizdiğiniz 3 boyutlu bir ürünü gerçekleştirebilirsiniz. 3 boyutlu yazıcıların kullanım alanı çok geniştir, örneğin aşağıdaki uygulamalar için kullanılır:
- Ürün Geliştirme ve Tasarımcılar: Yeni ürün tasarımı için tasarımı yapılmış ürünleri gerçekleştirmek için kullanılır.
- Kalıpçılar: Kalıp maaliyetini düşürmek için prototip baskı yapmak için kullanılır.
- Mimarlar ve İnşaat firmaları: Yeni bir projenin maketini ucuz ve hızlıca elde etmek için kullanılır.
- Yedek Parça ve Sanayi: Herhangi bir ürünün veya makinenin parça tasarımı için kullanılır.
- Medikal Uygulamalar: Medikal sektöründe birçok uygulaması olan 3 boyutlu yazıcılar ile protezler, plastik alçı vs. üretmek için kullanabilirsiniz.
- Oyuncak Sektörü: Özelleştirilmiş oyuncak baskı yapılır.
- Kişiye özelleştirilmiş hediye tasarımı
- Maket yapımı ve robot tasarımı
- Kuyumcular için takı tasarımı
3D Printer İle Uyumlu Cad Programları
- Solidworks
- Autodesk
- AutoCad
- Rhino
- 3ds Max
- Maya
- ZBrush
- Blender
- Inventor
- Mudbox
- Creo
- Modo
- LightWave
- Mathematica
- Cinema4D
- SketchUp
- OpenSCAD
- FreeCAD
- TinkerCad.com
- 3dtin.com
Ve daha birçok CAD programı
NASA Uzaya Üç Boyutlu Yazıcı Gönderdi
3 boyutlu yazıcılar gün geçtikçe hayatımıza çok daha fazla giriyor ve her sektör bu teknolojinin nimetlerinden faydalanmaya çalışıyor. Son gelişme ise oldukça tanıdık bir yerden; NASA.
NASA’nın uzun süredir üzerinde çalıştığı ve Made In Space programı kapsamında uzay ortamında çalışabilecek ilk 3 boyutlu yazıcı Uluslararası Uzay İstasyonu’na gönderildi. Astronotlar için özel olarak üretilen ve basit ihtiyaçlarını karşılamak için geliştirilen 3 boyutlu yazıcı elbette günlük hayatta kullandığımız yazıcılardan çok daha farklı. Uzaya gönderilme sırasında ateşleme kuvvetine dayanıklı olması için üzerinde uzun çalışmalar yapılan 3 boyutlu yazıcı beraberinde astronotların orada kullanabileceği diğer yaralı gıda ve eşyalar ile birlikte gönderildi.
Özel koşullarda çalışabilecek şekilde tasarlanan 3 boyutlu yazıcı 30 cm yüksekliğinde , 25 cm genişliğinde ve 37 cm derinliğinde. Astronotlar bu 3 boyutlu yazıcı ile uzay ortamında basit ihtiyaçlarını kendileri üreterek Dünya’dan kargo beklemek zorunda kalmayacak.
Astronotların ihtiyacı olan malzemeleri NASA’ya bildirecek ve 3 boyutlu bir şekilde tasarlanmış ürünün dijital dosyası astronotlara gönderilecek, bu sayede zaman kaybı olmadan astronotlar üretime geçebilecek. Uzay ortamında en ufak bir parçanın eksikliğinde bile Dünya’dan parça beklenildiği düşünüldüğünde 3 boyutlu yazıcıların görevi oldukça büyük. NASA, önümüzdeki yıl çok daha gelişmiş bir 3 boyutlu yazıcı göndermeyi planlıyor.
NASA’nın MarsTrek uygulaması Mars’ı masaüstüne getiriyor…
Google Earth uygulamasını bilmeyenimiz yoktur. Bu uygulama sayesinde Dünya yüzeyinin oldukça detaylı görüntülerini bulabiliyoruz. NASA da aynı şeyi Mars’a yaptı ve Mars’ın detaylı bir yüzey haritasını hazırlayarak ücretsiz olarak kamunun kullanımına sundu. MarsTrek adı verilen NASA’nın uygulamasının çok fark yaratacak ekstra bir özelliği var: 3D yazdırılabilir dosyalar barındırması. Evet , Mars yüzeyinin kayda değer belirli bölgelerinden başlanarak yüzey topoğrafyasını veren 3D dijital ve yazdırılabilir dosyalar uygulamadan indirilebiliyor.
Herbiri ortalama 40-50 megabyte olan dosyalar 1 milyondan fazla polygon içeriyorlar. Yani elde edeceğiniz 3D baskının görünümü Mars yüzeyine oldukça yakın detaylarda olacak. Burada detayı bozabilecek tek unsur , çoğunlukla küçük ölçekte baskıyı tercih etmek olacaktır. Ancak seçilen ölçek çok küçük olmadığı takdirde bu polygon sayısı yeterli detayı verecektir.
MarsTrek içerisinde Mars’ın yüzeyine indirilen çeşitli keşif araçlarına ait görüntü kayıtlarına ulaşılabiliyor. Global ve harita bazlı dolaşma gibi çeşitli gezinme yöntemlerinin olduğu uygulama ilk açılışta sizi açıklayıcı bir arayüzle karşılıyor.
Böylesine değerli bir bilgi hazinesini herkesin kullanımına sunulması gerçekten çok önemli bir gelişme. Ve Mars yüzeyini masaüstümüze adeta ışınlar gibi getirmek bilimsel eğitimde yeni bir çağın başlangıcı olsa gerek.
MarsTrek uygulaması web tarayıcısı üzerinden çalışıyor ve kullanımı yazımın başında belirttiğim gibi ücretsiz. Ancak verilen linkin sanırım Türkiye’den açılmasına bir engel var. Bunun nedenini bilmiyorum. İsterseniz VPN ile bağlanabilirsiniz. Zen Mate’i kullanarak MarsTrek uygulamasını sorunsuz kullanabildim. |
3D Yazıcı filament seçimi için yeni bir infografik
3D yazıcı için farklı müşteri ihtiyaçlarına yönelik malzemelerin sağlanması için değişik firmalar genişletilmiş üretim yapıyorlar. Elektronik, askeri, tüketici, hobi veya 3D baskıya uygun yaygın olarak kullanılan üretimin diğer herhangi alanında olsun malzeme seçimi önem kazanmaktadır. 3D Yazıcı için gerekli olan en uygun malzemelerin seçimi için genel bir bilgilendirme çalışmasını paylaşıyoruz.
Kullanıcıların kendileri için işine yarayacak en uygun malzeme yaklaşımını hangi sektörde ne gibi malzemelerin kullanıldığı gibi detayları yansıttıkları infografik CAPNIC tarafından hazırlandı. En iyi mukavemet, tokluk, çözünürlük ve sıcaklık şartları için tam uygunluğu sağlayan malzemeler karşılaştırılmış..
Ancak piyasada 3D yazıcılar çoğunluğu dijital 3D modelleri hayata getirmek için bir termoplastik bazlı varyasyon kullanmaktadır. Bu malzemelerin yaygın olarak kullanıldığı sektör ve uygulama alanları aşağıdaki tabloda özetlenmiştir. Bir malzemenin Endüstriyel dağılımı, malzemenin o alanda kendisini kanıtlamaya başladığını da göstermektedir.
3D malzemelerin ana hatlarıyla “kuvvetli” ve “dayanıklı” olarak 2 balık altında aşağıdaki gibi bir kıyas cetveli oluşturulmuş. Termoplastik malzemeler arasında yapılan genel dayanım tablosu yapılması istenen ürünler için önemli bir karşılaştırmadır.
Daha dayanıklı malzemelerin kullanımı için kuvvetli – zayıf ve kırılgan ve dayanıklı ilişkileri ABS-ESD7, Nylon, PPSF, ULTEM 9085, PC-ABS gibi malzemelerin dağılımlarını görmekteyiz
Ayrıca, bazı filamentlerin erime sıcaklığı büyük ölçüde performans yeteneklerini etkileyebilir. Yüksek sıcaklıklara maruz kalırsa, bu malzemelerin bükülmesine ve daha yorucu uygulamalarda zayıflıklara neden olabilir. Buna karşılık, daha yüksek erime sıcaklıklarına sahip nikel ya da seramik gibi malzemeler sert malzeme gerektiren işler için daha uygundur olabilir.
Uygun doğru 3D baskı malzemesini toplamak için verilen bir örnek de tıbbi cihazlar için. Tıbbi aletlerin sterilizasyonunda, yüksek sıcaklık, buhar ve otoklavlama içeren sterilizasyon işlemine tabi tutulması gerekmektedir. Ayrıca, bazı basılı parçalar gibi bazı devre kartları gibi statik elektrik duyarlı nesnelerle çalışma MRI taramaları amacıyla veya özel hususları geçmesi gerekebilir.
Sizin işiniz için en uygun olacak 3D yazıcı malzemesi seçimi ile ilgili olan bu infografik detaylarına CAPINC tarafından sunulan ücretsiz Infographic üzerinden ulaşabilirsiniz.
Local Motors ile elektrikli araç üretimlerinde, 3D yazıcı ile üretilen parçalar kullanacak. 3D Baskılı elektrikli otomobilin Eylül ayında gerçekleştirilecek olan “International Manufacturing Technology Show in Chicago” fuarina yetiştirilmesi planlanıyor.
2 yılda bir düzenlenen Uluslararası Üretim Teknolojileri Fuarında yeni nesil üretim teknolojilerini sergileyen Local Motors, Strati den sonra ilk elektrikli aracını inşa edecek.
Elektrikli araç projesinde 3D yazıcı kullanımıyla üretim maliyetlerini azaltırken, sürdürülebilir yeşil teknolojileri de dahil etmek ve güvenilir emniyetli, çığır açan otomobiller üretmek.
NTU, Singapur’un ilk 3D baskılı kentsel güneş elektrikli otomobilini tanıttı
Nanyang Teknoloji Üniversitesi (NTU) öğrencilerinden oluşan bir ekip, Singapur’un ilk 3D baskılı kentsel güneş elektrikli otomobilini geliştirdiler.
NTU Venture 8 adlı araba, karbon fiber malzemeden tek kabuk şasi üzerine monte edilmiş bir elektrikli otomobildir. Otomobil tamamı 3D yazıcı kullanılarak üretilmiş 150 bileşenden üretilmiş. Tüm parçalar epoksi bazlı yapıştırıcılar kullanılarak birleştirilmiş. 3D baskılı kabin toplam ağırlığı en aza indirmek için, hafif bir plastik malzemeden yapılmış. Öğrencilerden oluşan ekip bir yıldan veri üniversitenin mühendislik bölümünde bu konsepti oluşturmaya çalışıyormuş.
Proje grup lideri Ilmi Bin Abdul Wahab, 3D baskılı NV8 için, “Ürün geliştirilirken sürücünün konforunu maksimize etmek istedik. Hafif plastikten yapılmış bir 3D baskılı kabin ile yola devam etmeye karar verdik. Ürünümüz kentsel konsept otomobil olmasına rağmen düşük enerji tüketimine sahip 60k km/h hıza ulaşabiliyor.” dedi.
NV8 üretiminde ağırlığı azaltmak için benzersiz bir petek tasarım kullanılmış. projenin eş-tasarımcı Ng Jun Wen, ” Ürünün Bu, hafif, ince ve güçlü olması için benzersiz bir petek dokusu kullandık. Tasarım entegre ışığa karşıdan gördüğünde zaman, saydam bir formla ejder kanat etkisi oluşturuyor.” dedi.
3D baskılı kentsel güneş elektrikli otomobil 26 şubat, 1 mart arasında yapılacak olan Shell-eco maraton Asya 2015 kentsel araç konsepti kategorisinde yarışacak. Filipinler de gerçekleşecek olan fuarda mümkün olan en aerodinamik ve yakıt verimliliğine sahip araçlar yarışacak. Öğrenciler bugün arabalara tatbik edilebilir yakıt tasarruflu çözümler geliştirmeye çalışıyorlar. Prototip araçlar aksine, tüm Kentsel Konsept otomobiller (örneğin dört tekerlek, direksiyon, baş ve kuyruk lambaları, fren pedalı, kapı, vb sahip olarak), modern binek araçlar da bulunan yola elverişlilik kriterlerini karşılaması gerekiyor.
Avustralya’nın Monash Üniversitesi 3D basılı uçak motoru yazdırdı
Avustralya’nın Monash Üniversitesi 3D basılı uçak motoru yazdırdı.
Avustralya’da Monash Üniversitesi araştırmacıları, CSIRO ve Deakin Üniversitesi ile birlikte 3 boyutlu metal baskı teknolojisi kullanarak bir jet motoru üretti. Araştırmacıların yaptığı açıklamaya göre bütün bir uçak motoru ilke kez 3d yazıcı kullanılarak basılmış.
Bu yöntemle iki jet motoru basan araştırma ekibi bunlardan birini Microturbo de Toulouse da sergilerken diğer motor, Avalon Uluslararası Air Show’da bu hafta sergileniyor.
3D baskı ile üretilen motorun eski model bir uçak modeli olduğunu ve tüm bileşenlerin tek tek tarama yapıldıktan sonra CAD modellerinin oluşturulduğu ve bu şekilde katkılı üretime hazır hale getirildiği, araştırma ekibinin başında bulunan Monash merkezi müdürü Profesör Xinhua Wu tarafından medya ile paylaşılmış.
Bu proje ile, Monash Üniversitesi, Bilim ve Sanayi Bağış Fonundan (SIEF) bir yıllık finansman almayı başarmış. Parçaların karmaşık bir yapıda olmasına rağmen, bütün baskı süreci sadece yaklaşık bir ay sürmüş. Önemli bileşenlerin tamamı metal lazer yazıcılar kullanılarak basılmış. Üniversite yaptığı açıklama da motor parçalarının yaklaşık iki yıl içinde gerçek koşullarda test olacağını belirtmiş.
Bu projeler havacılık ve savunma sanayi gibi üst seviye teknolojilerin kullanıldığı sektörlerde 3D yazıcıların seri parça üretimi konularında giderek öneminin artacağını gösteriyor. Bugüne kadar hiç kimse ya da ticari bir kuruluş henüz bütün bir motor yazdırmamıştı. Monash Üniversitesi Amaero Mühendisliği tarafından oluşturulan Avustralya sanayindekullanılaak teknolojiler geliştirmeye devam edeceğini belirtiyor. Bu açıklamalar bu çalışmaların üretim sanayi üzerine odaklandığını gösteriyor.
Monash Üniversitesi geçen yıl Kasım ayında 3D baskı araştırma ve geliştirme merkezini açmıştı. Bu merkezin hedefi, 3D baskı teknolojileri kullanarak yeni uygulamalar geliştirmek amacı bilimsel ve tıbbi sanayi ve laboratuvarlar, yönetim kurulu genelinde uzman ve araştırmacıların bulunduğu bir ekip kurmaktı. Araştırma merkezi bu projeler dışında, yeni 3D baskı uzmanları eğitimi üzerinde çalışmalar yapacaklarını belirtiyorlar. Bu gelişen teknoloji için mutlaka yetişmiş insan kaynağına ihtiyaç duyulacaktır.
hollanda’lı filament üreticisi colorfabb metal katkılı pla filament serisine bir yenisini eklediğini duyurdu : steelfill.
adından da anlaşılacağı üzere çelik partiküllerinden oluşan bir filament karşımızda. piyasaya 2014 yılında sundukları ilk filament olan bronzefill’den bu yana bir dizi steel filament colorfabb’ın ürün gamını genişletmişti. fakat uzunca süredir yeni bir steel filament duyurusu yapmamışlardı. colorfabb’ın son zamanlarda üzerinde durduğu filamentlerin(colorfabb_xt,colorfabbht ve ngen) hepsi polimer bazlıydı.
resim
steelfill’de piyasada mevcut olan diğer metallic filamentlerin hepsinde olduğundan daha fazla metallic içeriği olduğu iddia ediliyor. filamentin çap toleransı +/- 0,05 gibi çadequate düşük bir değer. burada steel katkılı filamentlere aşina olmayan kişiler için belirtilmesi gereken en önemli nokta , metal içeriğin filamenti daha sağlam hale getirmediği , aksine sağlamlığı olumsuz yönde etkilediğidir. metal içeriği filamente sadece görsel anlamda katkı sağlamaktadır. ayrıca yazıcının nozzle ömrünü önemli ölçüde kısaltmaktadır. genelde bronzdan yapılan nozzle’lar steel etkisiyle kolaylıkla aşınabilmektedir. eğer metal filament kullanılacaksa , son zamanlarda piyasaya sürülen özel alaşımlı malzemeden yapılan nozzle’lar tercih edilmelidir.
resim
bu yaz aylarında piyasada olması beklenen steelfill’in fiyatının ne olacağı birdüz açıklanmadı.
Autodesk Inventor ‘e 5-Eksen CAM Eklendi
Autodesk Inventor 3D CAD uygulamaları oldukça kolay ve işlevsel fonksiyonlar içermektedir. CAM işlevselliğini geliştirerek CAD kullanıcılarının kabiliyetini artırmaya yönelik atılım yapmıştır. Inventor içinde kullanılabiliecek CAM işlevselliği oldukça kullanıcı dostu bir entegrasyon oldu. 10 yıl öncesine göre çok daha özelleştirilen ve kullanım kolaylığı sağlayan arayüzü CAM modülleri içinde geçerli. Autodesk iş akışı düzenlemelerini CNC programına fazla kontrol vererek ve en son teknolojiyi kullanarak önemli ölçüde takım yolu hesaplamalarını azaltarak ve 64-bit çok çekirdekli işleme stratejileri ile Inventor içinde işleme gücünü artırmıştır.
Inventor HSM Pro 2015
Inventor HSM Pro, Autodesk ürünleriyle tam entegre tasarım-üretim ortamı yaratan güçlübir CAD & CAM paketidir. Bu CAD & CAM paket ile, Autodesk Inventor Professional, HSM 2.5D, Gelişmiş 3D ve 5-Eksenli İşleme operasyonları ile birlikte tüm lisanslar kullanılabilecek. Aynı fiyata, fikirden parçanın imalatına kadar tüm süreçlerde CAD & CAM iş akışı entegre olarak sunulmuş bulunuyor.
CAD tarafında standart paketin içinde Elektrik sistem tasarımı, tüp ve boru sistemleri, simülasyon & FEA ve Kalıp , takım ve ayırım fonksiyonlarını içermektedir. İşlenebilir parça tasarımını daha hızlı yapma imkanı sağlarken, imalat yada CNC programcısı için gerekli güvenilir iş adımları sağlar.
CAM tarafında 5-Eksen Talaş kaldırma ve 5-Eksen Kontur işleme yetenekleri eklendi. Inventor HSM, 5-Eksenli 3D takım yolu standarttır ve 2.5D işleme özellikleri ile kaba işleme için 3D ile adaptif entegrasyonu içermektedir. 5 Eksen freze takım yolu Tüm takım yolları CAD modelin sağ tarafında kolay kullanım için yerleştirilmiştir. Tasarım değişiklikleri otomatik olarak takım yoluna yansıtılır.
Download Video:
Deneme sürümü, detaylı bilgi ve görseller için cam.autodesk.com bağlantısını ziyaret edebilirsiniz.
Çinli öğrenciler, 6-eksenli 3D baskı robotu geliştirdiler
Çinli öğrenciler, 6-eksenli KUKA marka robottan esinlenerek, ABS malzeme basabilen 3D baskı robotu geliştirdiler.
Şangay Tongji Üniversitesi Mimarlık ve Kentsel Planlama Koleji öğrencileri, Şanghay’da yapılan 3 haftalık “Dijital Gelecek” Yaz Atölyesi sırasında 6-eksenli 3D baskı robotu geliştirdiklerini açıkladılar.
Çinli öğrencilerden kurulu takım, LIU Xun, LUO Ruihua ve SHI Ji’den oluşuyor. Tsinghua Üniversitesinden proje eğitmeni Yu Lei ve Tongji üniversitesinden workshop lideri Philip. F. YUAN yönetiminde gerçekleştirilen geliştirme çalışmasına GSD yazılım firmasından Panagiotis Michalatos destek vermiş. Takım, mimarların tasarım ve imalat arasındaki çizgiyi ortadan kaldırmayı amaçlayacak hızlı ve hassas bir 6-eksenli robot 3D yazıcı geliştirmeyi hedeflemiş.
Takım yöneticilerinden Shi, “Dijital fabrikasyon teknolojileri, endüstriyel robot uygulaması gibi teknolojiler, insan emeğini değiştirilmesi için mükemmel bir performans göstermiştir. Ancak, tasarımın potansiyeli tam olarak üretim teknolojilerine yansıtılabilmiş değil. Tasarım ve üretim arasındaki bu boşluk 3D baskı teknolojilerinin gelişimi ile birliktekapanacaktır. Bu projede hedeflediğimiz tasarımı, dijital imalata entegre edebilmektir.” şeklinde açıklama yaptı.
Geliştirme çalışması 3 fazlı olarak gerçekleştirilmiş. İlk aşama spiderweb’den esinlenerek “Biyomimetik Konsept & Simülasyon” çalışması olmuş. Shi, ”Örümcek ağı detaylı çalışma sonrasında, hem yapı hemde inşaat için mükemmel performans gösteren bir yapı oluşturduk. Örümcek ipliği yanına eklenmiş 3 ayrı ve sinüs dalga şekli malzemesi ve değişiklik ile merkezi bir lineer malzeme olarak soyut yapıyı güçlendirmek mümkün olabiliyor. 3D baskı teknolojisi, gelecekteki üretim alanında büyük bir potansiyele sahiptir. Bu imalat sürecini şuanda mekansal esneklik sınırlamaları bulunuyor.” dedi.
İkinci aşama da baskı kafasının (Robotik Sonu Efektör) tasarımı yapılmış. 6 Eksenli robotik 3D Baskı projesi ABS malzeme kullanıyor fakat üretim yöntemleri farklı olabiliyor. Ekip bunun yerine katman-katman ekstrüzyon yapabilen hassas robot uç geliştirmişler. Çekirdek bileşeni 3 hareketli baskı kafası ve tek bir merkezi sabit baskı kafası özellikleri taşıyor. Tüm sistem bir servo tarafından desteklenmektedir ve dönüş-plaka dönüşü istediğiniz gibi mili bağlantı formu oluşturmaya ve 3 hareketli baskı kafaları salınım hareketine yol açar.
Üçüncü aşama Harici Dijital Kontrol Sistemi Tasarımıdır. Her baskı kafası benzersiz şekilde programlanır ve tam uygun aralıkta sıcaklığını muhafaza edebilmesi için bir ısıtıcıya sahiptir. Sistemin kontrolü Arduino tabanlı sistem ile yapılmaktadır. Dört servo tarafından kontrol edebilen bir motor merkezi dönüş plakası kullanılıyor. Sistem normal 3D yazıcılar gibi çalışıyor.
Robotik 6 Eksen 3D baskı sistemi bir geliştirme çalışması olduğu için fabrikasyon bir sistem düşünülerek tasarlanmamış. Ekip kolay ve hassas bir şekilde 3D baskı almanın yollarını araştırmaktadırlar. Gelecekte bu robotlerı fabrikalarda parça basarken görürseniz şaşırmayın
3D yazıcı ile İtalyan modası
3D yazıcı ile oluşturulan Karmaşık, çok renkli ve farklı malzemelerden üretilen ürünler İtalyan modasına farklı bir bakış getiriyor.
3D baskı teknolojisi ilerledikçe, üreticiler yeni malzemeler ve renkler kullanarak eşisz ve sınırsız ürün kombinasyonları deneyebiliyorlar. Gruppo Meccaniche Luciani, Stratasys’ triple-jetting Object500 Connex3 yazıcı kullanarak, kurduğu 3D üretim sistemi ile altı parçalı moda koleksiyonu oluştururmuş.
Gruppo Meccaniche Luciani, kullandığı 3D baskı teknolojisi ile 1969 yılından bu yana ayakkabı ve deri eşya üretmek için geliştirdikleri gelişmiş üretim sistemlerini, kalıpları, soket yumruklarının üretimini geliştirmeye çalışıyor. Firma, İtalya’da lider ayakkabı kalıpları üreticisi durumunda. Hızlı prototip kullanarak, şirket manual veya geleneksel yöntemlerle mümkün olmayacak karmaşık ayakkabı ve moda parçalarını bu yeni teknoloji ile üretmeyi başarmış.
Ürünlerin çizgileri doğada bulunan eğrilerden esinlenerek oluşturulmuş. Fütüristik bir bakış açısı taşıyan ürünler üç çift ayakkabı, çanta , bilezik ve kolyeden oluşuyor. 3D baskı teknolojisinin sınırları zorlanarak yapılmış ürünlerde parlak, mat,, şeffaf ve farklı renk ve malzemelerde ürünler görebiliyorsunuz.
Sadece 3D baskı ile, Gruppo Meccaniche Luciani örneğinde olduğu gibi modaya özgü ürünler üretme çabasının her geçen yıl rttığını görüyoruz. İnsanları kendilerini arklı göstermek için kullandıkları ürünlerin kişiselleştirilebilir olmaları sektörün tekrardan canlanmasını sağlayacaktır. Gelecekte alışveriş merkezlerine giderek mağazalarda size özel kıyafetler, ayakkabılar ve aksesuarlar alabileceksiniz.
Akışkan Malzemeli 3D Yazıcılar
Kuzey Carolina State Üniversitesi’ndeki araştırmacılar, oda sıcaklığında sıvı metalden bağımsız yapılar oluşturan bir 3D baskı teknolojisini oluşturdular.
Üniversitedeki yetkililer; Bu sıvıların yapılarını oluşturmak için ‘galyum’ ve ‘indium’ sıvı metal alaşımlarının havadaki oksijen ile tepkimeleri sonucu bir tabaka yapısı oluşması üzerine bu çalışmaları baskı teknolojisine uyarladıklarını belirtmişlerdir.
Araştırma sırasında, NC State takımı oda sıcaklığında metal yazdırmak için iki teknik geliştirdi. İlk teknik; sıvı metal istifleme, biri diğerinin üstüne damlacık şeklinde uygulanarak biçimlerini korumasını sağlamışlardır.
İkinci teknik, sıvı, önceden belirlenmiş bir şekli vermek için önceden oluşturulmuş bir kalıba sıvı haldeki metalin enjekte edilmesi işlemidir. Sıvı metal iyileştirmeleri kalıptan çıktıkdan sonra yapılmaktadır.
Başlangıç aşamasında olan bu teknolojinin geliştirilmesi için çalışan ekip 3D baskı için yeni yöntemleri geliştirmeye çalışmaktadırlar.
Bu haber cadcampedia.com‘dan alınmıştır.
Seramikten 3D Baskılı Çaydanlık “Malevich Teapot 2.0″
1744 Saint Petersburg kurulan imparatorluk Porselen Fabrikası, kurulduğu yıldan beri Rusya çarı ve imparatorlukta yaşayan üst sınıf için özel olarak yüksek kaliteli porselen üretiyordu. 1917 Bolşevik Ekim Devrimi sonrasında porselen fabrikası Devlet tarafından kamulaştırıldı ve değiştirildi. Bu dönemden sonra fabrika, modernist fikirleri ve radikal tasarımları olan sanatçılara kapılarını açtı.
Bu dönemden sonra çok farklı tasarımlara sahip çaydanlıklar tasarlanmaya başladı. Bunlardan üretimi en zor olanlardan biri Kazimir Malevich (1878-1935)’e aitti. Süprematizm akımının da kurucusu olan bu tasarımcı, geometrik soyut sanatının en önemli öncülerinden biri olarak karşımıza çıkıyor. 1923 yılında tasarladığı ünlü yenilikçi, Suprematist çaydanlık ve geometrik şekillerin kullanımı ile düzenlenmişti.
Bir buharlı fabrikayı andıran görünüşüyle üretimi çok zor olan bu çaydanlık günümüzde GeometricAbstraction firması tarafından tekrar ele alınarak 3D baskı teknolojisi ve seramik içerikli malzeme ile yeniden hayata geçirildi. Bu modernist ürün günümüzde bile yadırganacak bir tasarıma sahip ancak bu ürün 3D baskı teknolojisi ile ne kadar farklı ürünler yapılabileceğini gösteriyor. Ürüne Malevich Teapot 2.0 adı verilmiş ve ürünün farklı ölçeklerde örnekleri yapılmış.
Ürün ve firma hakkında daha fazla bilgi almak için : http://www.GeometricAbstraction.com sitesini ziyaret edebilirsiniz.
Bioficial Tekniği ile 3D Yazıcıdan Kalp İmali…
3D Yazıcı teknolojisi gelişmeleri hızla devam ediyor. Her ne kadar yakın bir gelecekte tamişlevli organ imali yapılacak gibi görünmesede Cardiovascular Innovation Institute (CII) çalışmalarını sürdürmektedir.
CII bilim direktörü, Stuart Williams, “3D Yazıcıda Organlar yapılması için geleneksel biyo – baskı teknikleri ile vücudun doğal kendini yenileme mekanizmasının bir anahtar olduğunu” belirtmiştir.
CII araştırma ve geliştirme bölümü; insan kalbi gibi, hayati organların içersindeki kan dolaşımı için gerekli mikron kalınlığındaki damar yapılarını çözerek baskı yapabilmek için gerekli yapıyı oluşturmaya çalıştıklarını bildirmişlerdir.
Organın büyük kısımlarını ayrı ayrı baskı yaptıktan sonra birleştirip canlı doku gücünden yararlanarak, birlikte gelişimlerini sağlamayı planlamaktadırlar. Bioprinted yapılar biyologlar ve bio mühendisler tarafından yoğun bir çalışma altında geliştirilmeye devam etmektedir.
Hali hazırda yeni nesil olan 3D yazıcıların, daha yeni bir nesle adım attığını görüyoruz.
Gelişmeleri paylaşıyor olacağız.
Haberin detayları için CII bağlantısını ziyaret edebilirsiniz.
Toz Metalurjisi Nedir?
Toz Metalurjisi yöntemi geleneksel olan metal şekillendirme yöntemleri olan döküm, talaş kaldırma, sıcak ve soğuk presleme gibi proseslere alternatif olarak geliştirlmiştir. Toz Metalurjisi yöntemiyle imalatı zor parçaların (küçük, fonksiyonel, kompozit yapılar, vb.) toz formunda hammaddelerden başlayarak ekonomik, yüksek mukavemetli ve minimum toleransta üretilmesi yöntem ve tekniğidir. Genel olarak metal tozlarının bir kalıpta sıkıştırılmasının ardından ergime sıcaklığının altında sinterlenmesi esasına dayanır.
Tüm toz metal ve seramik parçalar mukavemet kazandırmak amacıyla yüksek sıcaklıklarda (genellikle ergime sıcaklıkları altında) sinterlemeye tabi tutulurlar. Sıkıştırılmış toz parçalar arasındaki bağlantı yapışma, mekanik kilitleme ve benzeri türden zayıf bağlar olup kristal kafes içerisindeki bağ dayanımına kıyasla çok zayıf kalmaktadır. Sıkıştırılmış toz yapılar içerindeki parçacıklar bir biri ile temas ediyor olsa da her bir parçacık diğerinden bağımsızdır. Sinterleme ile parçacık temas noktaları artmakta ve atomlar ve iyonlar arasında fiziksel bir bağ oluşmaktadır. Bu türden bağ oluşumu kristal kafes sistemi içerisindeki yüksek dayanımlı atomsal bağlanma ile benzeştir. Tek fazlı sistemlerde (saf toz kullanımında) sinterleme tamamen katı fazda gerçekleşir.
Çok fazlı sistemlerde (birden fazla türde toz bir arada kullanılması durumunda veya toz içerisinde bulunan safsızlıklar) sinterleme işlemi sıkıştırılmış parçanın katı formunu (iskeletini) koruyacak şekilde sıvı fazda gerçekleşebilir. Sinterleme ile basılmış toz parçalarda yoğunluk artışına neden olan boyutsal (veya hacimsel) küçülme meydana gelir. Bu durum özellikle çok ince taneli tozlarda daha fazla görülmektedir.
Plastiğin Neminin Alınması ve Kurutulması
Plastik hammaddenin;
– üretildiği tesislerden nihai kullanıcıya dağıtılana kadar nakliye sırasında (örneğin; konteynır içinde deniz nakliyesi sırasında)
– nihai kullanıcının tesislerindeki değişik nem ve sıcaklı ortamına aniden geçiş yaptığı sırada,
– bu tesislerin deposunda işlenene kadar stoklandığı sırada,
içerdiği nem oranları artabilir.
Bu nem oranları yukarıda belirtilen evreler sırasında ve üretim esnasında çeşitli tedbirler alınarak azaltılabilir.
Plastiğin nem oranı, nihai üretime gelene kadar;
a) Nakliye sırasında ortam nem ve sıcaklığının olabildiği kadar sabit tutulması,
b) Ortam değiştirirken yeni ortama geçiş süresi ve ortam şartlarını ani değiştirilmemesi,
c) Plastik hammadde stok depolarındaki nem ve sıcaklı oranının uygun seviyelerde tutulması, gibi üretim öncesi tedbirleri alındığı takdirde, üretim esnasındaki zaman kayıpları ve kalite azalması büyük bir ölçüde azalabilir.
Nihai plastik hammadde tüketicisi, nakliye sırasındaki nem oranının sabit tutulması hakkında bir tedbir alamaz fakat plastik hammadde konteynırı tesislerine geldiğinde, malzemenin sıcaklı değişiminden dolayı nemlenmesini, (özellikle çok sıcak yaz ayları ve çok soğuk kış aylarında) konteynırı açmadan 7-8 saat bekleterek ve hammaddeyi stoklayacağı alanının nem ve sıcaklı oranını klimalar aracılığıyla olabildiği kadar sabit tutarak, hammadde içindeki nem oranının yükselmesini engelleyebilir. Bu nem oranının yükselmemesi, plastik işleme üretimi sırasında nem alma maliyet ve yatırımlarını azaltır. Plastiğin nem oranı, nihai üretime kadar yukarıda alınacak tedbirler ile belirli bir seviyede tutulmasına rağmen, hemen hemen tüm plastiklerin (özellikle mühendislik plastiklerinin), üretim esnasında çeşitli tekniklerle nemi alınmalıdır.
Plastiklerin yüksek nem oranlarında işlemelerinden dolayı oluşabilecek olumsuzlukları şöyle özetleyebiliriz;
a) Üretim sırasındaki nem ve diğer gazlar, üretim süresini uzatıp maliyeti arttırır.
b) Plastik erime sıcaklığındaki akışkan plastiğin içindeki nem ve gazlar, plastik işleme makinelerinin mekanik kısımlarında (özellikle kovan vida gibi yüksek sürtünmenin oluştuğu bölgelerde) korozyon, paslanma, aşınmaya yol açar. Bu da bu mekanik parçaların ısı değiştirilmesi veya revizyon yapılmasına dolayısıyla üretim aksaklıklarına, zaman kayıplarına yol açar. Bazen bu mekanik parçaların revizyon ve değiştirilmesi aksatıldığında, mekanik parçalardaki oluşabilen boşluklar, plastiğin erimesi için gerekli basıncın ve sürtünme ısısının düşmesine dolayısıyla enerji kayıplarına ve plastik işleme makinesinin zorlanarak eskimesine sebep olur.
c) Plastik hammaddenin içerisindeki nemin doğru tekniklerle alınmadığı durumlarda, nihai üründe kabarcık, yanı ve duman izleri görülebilir. Üretici bu izleri yok etmek için, plastik işleme makinesinin basınç, hız ve ısı ayarlarını kontrol eder ve birçok deneme üretimi yapıp, çıkan deneme ürünlerini ve bu sırada harcadığı enerjiyi kayıp eder. Bazen (sadece nem oranının az olduğu durumlarda) bu izleri görüntü olarak kaybeder ama nihai ürünün mekanik değerleri düşer ve kullanım ömrü büyük ölçüde azalır. Özellikle polikarbonat gibi nihai üründe mekanik değerleri önemli olan bir malzemenin, üretim sırasındaki nem ile temasa geçmesi, nihai ürünün kırılganlığını arttırır.
Plastiklerin nem alma oranları, uygun ortam şartlarında ve oda sıcaklığında yapılan testlerde, 24 saatte ne kadar suyun emildiğinin ölçülmesi ile plastik hammaddenin kütlesine oranı ile bulunur. Genelde bu oran , yani nem oranı %0.2 den az ise kurutma gerekli değil olarak kabul edilir. Yine de tüm plastik hammaddelerin bir ön kurutma sistemi ile plastik işleme makinesine girişini sağlamak, malzemenin kimyasal yapısının daha stressiz ve rahat işlem görmesini sağlar. Plastik hammaddelerin genelde oda sıcaklığında karbon zinciri sabit ve hareketsizdir. Isı arttıkça karbon zinciri hareketlenir ve erime sıcaklığında bu maksimuma ulaşır. Plastik hammaddenin nem oranı düşük ve ön kurutmaya ihtiyacı olmasa bile, bir ön kurutma ile karbon zincirini hareketlendirip kademeli olarak erime sıcaklığına çıkarmak, bu organik kimyasal malzemenin oluşabilecek iç stresini azaltıp, üretimin gözle görülemeyecek ama zamanla ölçülebilecek şekilde hızını ve daha önemlisi nihai ürün kalitesini, arttıracaktır.
Ayrıca genel olarak bilindiği gibi soğuk ortamdan sıcak ortama ani geçişler, ani gaz oluşumlarına sebep olur. Dolayısıyla soğuk granül plastik hammadde, 200 C derecedeki makineye aniden geçirilip, sonrada ısısı düşük olan kalıba girdiğinde doğal olarak gaz oluşur ve bu da nihai üründe çeşitli fiziksel ve kimyasal kayıplara yol açar. Bu gazın proses sırasında dışarıya atılabilmesi için kalıba gaz çıkış ventilleri, işleme makinesinin kovan vidasına degazaj çıkışları veya ocak için ventil hatveleri uygulanır ve işleme makinesi ile kalıp arasındaki oluşan gaz giderilir. Bu nem ve gaz oranlarının düşürülmesi özellikle masterbatch renk karışımlarının daha verimli olmasını sağlar. Bazı plastik hammaddeler de (örnek:polikarbonat), erime sıcaklığındaki (kovan içindeki gaz çıkış ventilleri sayesinde) nem ve gaz ile temas eden eriyik malzemenin istenen nihai ürün özelliklerini azaltır. Bu gibi durumlarda ön kurutma şarttır.
Plastik hammaddenin nem oranı düşük olsa bile, soğuk granül ile plastik işleme makinesi arasındaki gaz oluşumunu azaltmak için tek çare makine üzerinde bulunan serbest akış teorisi ile çalışan bir ön kurutmadır. Plastik hammadde ön kurutulduktan sonra açı besleme hunisinde bekletilmemelidir ve hemen erime sıcaklığına çıkacağı işleme makinesine girmelidir. Ön kurutmadan sonra açı hunide bekletilen malzemenin karbon zinciri tekrar hareketsiz hale gelir ve bu ısı farklılıkları malzemenin kimyasal özelliklerini bozduğu gibi gaz oluşumuna da sebep olabilir. Özellikle eğer higroskopik (havadan nem çeken) malzeme kullanılıyorsa, havadan tekrar yüksek oranda nem çeker (eg.ABS,Nylon). Higroskopik malzemelerin 1 saatten fazla hunide bırakılmamasına ve huninin ısıtılmış olmasına özen göstermek gerekir. Plastik malzemenin huni de fazla kalmaması için, kurutucu fırının kapasitesi, makine baskı kapasitesine göre hesaplanmalı ve uygun kapasiteli bir kurutucu fırın seçilmelidir.
Bunu rakamlarla örneklemek gerekirse, baskı süresi 24 saniye olan, her biri 14 gr olan 6 gözlü ve 12 gr yolluklu bir ürünün ön kurutma haznesinin kapasitesini hesaplayalım;
Toplam gramaj : (6*14)+12 : 96 gr. Bu çıkan rakamı aşağıdaki formüle uygularsak;
Kapasite ( Q ) : Toplam gramaj (96 gr) *3600 / 1000 * baskı süresi (24 sn) Kapasite ( Q ) : 14,4 kg/h olarak bulunur.
Dolayısıyla seçilecek olan ön kurutma haznesinin kapasitesinin 14,4 kg/h’dan az olmaması gerekmekle beraber, bu kapasitenin de çok üzerinde bir kurutucu haznesi seçilmemelidir.
Plastik hammaddelerin neminin alınması ve kurutulması için kullanılan cihazlar çok çeşitlidir ve üretimin şekline, kullanılan hammadde cinsine, üretimin yapıldığı ortamın şartlarına ve nihai üründen istenen fiziksel özelliklere göre seçilmelidir. Plastik hammaddeleri kurutma yöntemlerinden en eskisi tepsili sıcak hava kurutma fırınında kurutma sistemidir. Yukarıda detaylı olarak bahsedilen teknik sebeplerden dolayı, bu kurutma sistemi günümüzde tamamen terk edilmiştir. Ayrıca bu tip fırının kullanımındaki dezavantajlar (atölye kirliliği, enerji kaybı, yüksek işçilik gideri vs) ile yeni sistem serbest akış teorisi ile çalışan makine üstü kurutma fırınlarının avantajları (teknik gereklilik, fiyat cazibesi, işçilik maliyetindeki düşüş, düşük enerji sarfiyatı vs.) birleşince, tepsili sıcak hava kurutma fırınları tarihe karışmıştır. Sıcak hava kurutma sistemleri bir çok plastiğin nemini almak için yeterlidir. Fakat yukarıda belirtildiği gibi bazı hammaddelerin (polikarbonat) üretim esnasında erime sıcaklığında gaz çıkarma işlemi sakıncalı olabileceğinden ve bazı malzemelerin de (Nylon, ABS) higroskopik özelliklerinden dolayı sıcak hava ile kurutulurken bile bu sıcak havanın nemini alıp kurutma işleminin uzayabileceğinden ve yetersiz olacağından kuru hava kurutucuları kullanılmalıdır. Kuru hava kurutmalarındaki prensip, hazneye giren havanın çeşitli nem alma yöntemleri ile (kimyasal silikajel ünitesinde nemin tutulması, kompresör yardımı ile havadaki nemin basınç ile düşürülmesi vb. gibi) kurutulması ve bu tip malzemelere uygulanıp kurutma süresini düşürmesi ve daha verimli halde neminin alınmasıdır.
Sonuç olarak plastik ürünü kalıplama da başarılı olmak için, kuru plastik hammadde kullanılmalıdır. Plastiklerin tümünde nem alıcı özellik (değişen oranlar da) olduğuna göre, nem alma ile ilgili tüm tedbirleri hassasiyetle uygulamak gereklidir.
3D Yazıcı Kullanarak Son Teknoloji Kameralar İçin Özel Lens Gölgelikleri Yaratıyor
Müşterilerine kendi kişiselleştirilmiş ve özel üzerim kamera sistemlerini oluşturmaları için farklı dijital ya da analoglar ile çeşitli lensleri birleştirme imkânı sunan Zürih merkezli son teknoloji kamera üreticisi ALPA, kendi lens gölgeliklerini yaratmak için 3D yazıcılara başvurdu.
İsviçreli ALPA firması, 3D Yazıcı Kullanarak Son Teknoloji Kameralar İçin Özel Lens Gölgelikleri Yaratıyor
3D baskı nın mevcut ürünler için isteğe göre uyarlanmış özellikler ve yedek parçalar oluşturmak için müşterilere yardım ettiğini görmemizle birlikte; mevcut olmayanlardan daha sık meydana gelen kaynak parça dosyasına erişim ile birleştirilen 3D baskı nın malzeme kısıtlamaları, müşterilerin kendi ürünlerinin büyük bir çoğunluğunu oluşturma potansiyelini kısıtlıyordu.
Ancak hala geri kalmayan bazı müşteri ürün kategorileri mevcutken, 3D baskı nın özel üretim ürünler yaratmak için kullanıldığını gördüğümüz bir alan da fotoğraf alanıdır, daha spesifik olarak da kamera aksesuarları ya da lens değişiklikleri oluşturmaktır.
Yakın zamanda; müşterilerine kendi kişiselleştirilmiş ve özel üzerim kamera sistemlerini oluşturmaları için farklı dijital ya da analoglar ile çeşitli lensleri birleştirme imkânı sunan Zürih merkezli son teknoloji kamera üreticisi ALPA, kendi lens gölgeliklerini yaratmak için 3D baskıya başvurdu.
Daha fazla megapiksel özelliğine sahip yeni kamera tasarımları lens başlıklarının korumaya ihtiyaç duyduğu lens yanmalarına eğilimli olduğu için daha fazla müşteri profesyonel kullanıcıya ya da profesyonel DSLR kameralara başvurdukça; bir lensin ucunu çevreleyen alanı kaplayan dairesel plastik ‘başlıklar’ olan lens gölgelikleri, giderek daha da popüler oluyor.
Tek bir lens başlığı birçok kamera ve lens stilleri için hile yapabiliyor gibi görünse de çeşitli kamera sistemlerinin -sensör ve lens sistemleriyle birleştirilmiş-çok sayıdaki düzenlemeleri, 3D baskı nın getirmekte olduğu özel ve düşük maliyetli üretim kapasitelerinin olduğu “hepsine uyan tek boyut” çözümünü yaratmayı zorlaştırmıştır.
Olası kamera sistemlerinin tüm olasılıkları nedeniyle, ALPA daha önceden sadece ekonomik olmaması nedeniyle küçük miktarlarda lens başlıkları üretememiştir. Bunu çözmek için müşteriler, tek başına lens başlığı kullanmaktan daha fazla zaman tüketen ayarlanabilir lens gölge modelleri kullanmak zorunda kalmıştır. Şimdi, yeni 3D baskı adaptasyonları ile birlikte, şirket, kameraya veya kullanılan lense bakılmaksızın, kişiye göre düzenlenmiş lens gölgeleri ve bireysel müşteri kullanıcı kutusu yaratabileceklerdir.
Gölgeleri yaratmak için ALPA, durum temelli kişisel sensör boyutları için optik sistemin kesin ışık çizgisini yönetmek amacıyla bir üretim partneri olan Rodenstock ile birlikte çalıştı. Bu detaylar ölçülür ölçülmez; geçmiş odaklı bir CAD modeli güncellenmiş herhangi bir model değişikliğini yansıtması için güncellenir ve müşteriler için özel yapım bir lens gölgeliği, 3D baskı hizmetleriaracılığıyla bir SLA 3D yazıcı kullanılarak TPU ile üretilir. TPU kullanım kararı, son gölgeliklere hem aydınlık hem de şoka dayanıklı olma imkânı sunar. Tüm bunlar bir gün boyunca yaklaşık olarak bir çanta dolusu kamera donanımı taşıyan insanlar için önemli faktörlerdir.
Mevcut bir ürünün özel yapım bir parçasını oluşturmak için katkı maddeli üretim kullanmanın bu örneği müşterilerin kendi parçalarını oluşturmak için muhtemelen kullanabilecekleri şeyden çok daha gelişmiş bir işlem içerebiliyor olmasına rağmen, bu sadece yerelleşmiş üretim ile ne kadar ileri gidebildiğimizi ve özel yapım parçaların hem hızlı ve güvenilir hem de isim marka parçalarının gerektirdiğinden genellikle çok daha ucuz bir fiyata ne kadar kolay olduğunu göstermektedir.
Medikal sektörde pek çok uygulama alanı bulan 3D yazıcılardan bu sefer de göz, burun ve kulak protezi üretildi.
Oluşturulan sistemde, hızlı ve düşük maliyetli bir şekilde özellikle kaza sonucu kafa bölgesinde kısmi kayıplar yaşayan kazazedelere umut ışığı doğdu. Normalde 10 haftada, 1500 ile 3000 pound arasında değişen rakamlara el işçiliğiyle kalıp çıkarılması şeklinde ilerleyen sistem artık 3D yazıcıları kullanarak 48 saat içerisinde ortalama 160 pound’a bu işlemi gerçekleştirebiliyor.
Önce hastanın yüzü taranıyor ve dijital ortama aktarılarak eksik olan organın daha iyi oturması için gerekli rötuşlar yapılıyor. Bu şekildeki yüz hatları bazen hastanın akrabalarından bazen de hastanın kendi dosyasından alınıyor veya örneğin kulak yapılacaksa sağlam olan taranarak ters çevrilip yenisi yapılabiliyor.
3D teknolojinin etkin kullanım alanlarından birisi olan medikal sektörde bu çalışmaların da tam anlamıyla hayata geçmesinin 1 yılı bulacağı tahmin ediliyor.
Büyüklerin 3B Füze Planları
Raytheon Missile Systems’in başkanı Taylor Lawrence 3 boyutlu yazıcılar ile füze üretimi konusunda start verdiklerini açıkladı.

Şekerin, çikolatanın; elbisenin, kol asistanının, yedek parçanın hatta yapay diş veya yapay iskeletin basılmasıyla sınırların oldukça genişlediği 3B yazıcılar ile füze geliştirilmesi için çalışmalar başlıyor.
Amerikan Raytheon Missile Systems’in, rakipleriyle rekabette yeni yollar ararken maliyeti de azaltmak istemesi, her geçen gün yeni mucizeler üreten 3B yazıcılarla yollarını kesiştiriyor.
Taylor Lawrence, teknolojiye güvenerek fazla risk almadan 3B füzeler üretmeyi planladıklarını söylerken, mühendisler hangi parçanın 3B basılmasının, ne kadar kaliteli ve güvenli olacağı konusunda çalışmalara başladı bile. Güney Kore de geçen sene askeri cihazlarına 3B parçaların monte edilmesine başlamıştı.

Bu kötü icatların çağımızda gereklilik olduğunu görsek ve yayılmalarını, daha da güçlenmelerini çaresizce izlesek de daha yeni, kötü şeyler yaşamış bir halk olarak umarız 3B yazıcılar gelecekte daha hayırlı şeyler için kullanılır.
Eklemeli Üretim (Additive Manufacturing) nasıl bir devrimdir?
Bugün 3D Printing, 3D Yazıcı veya 3D baskı terimleriyle hayatımıza giren bu teknoloji aslında doğru kullanımıyla “Additive Manufacturing” yani eklemeli üretim anlamında gelir.
Bu yazıyı okuduğunuza göre siz de 3D yazıcı veya 3D baskı ile ilgilisiniz demektir. Bu teknolojiyi biraz inceleme fırsatınız da olduysa bugün alıştığımız üretim tekniklerinden çok daha farklı bir teknik kullanıldığını gözlemlemişsinizdir.
Yani 3D Baskı, 3D yazıcı, veya 3D örme makinaları olarak tanımladığımız makineler Eklemeli Üretim yapan makinelerdir.
Bu teknolojinin neden devrim niteliğinde olduğunu anlayabilmek için önce geleneksek üretim tekniklerini hatırlayalım.
Eski çağlardan bugüne gelen üretim tekniklerini üç başlık altında toparlamak mümkün: Kesme, Oyma/Çıkarma ve Şekillendirme tekniği.
Kesme tekniği isminden de anlaşılacağı gibi, bütün bir blok parçadan, bir ara parçanın kesilmesi anlamına geliyor. Burada üretim söz konusu olduğundan sizin de tahmin edebileceğiniz gibi kastettiğimiz kesme işlemi metal ve plastik gibi parçaların üretiminde kullanılan tekniklerden birisi ve bu üretim şeklinde “Lazer Kesim Makineleri” gibi araçlar kullanılır.
Oyma/Çıkartma tekniğini anlatmanın en güzel yolu bunu bir örnekle açıklamak olur. En güzel örneklerden birisi heykeltıraştır. Bildiğiniz gibi heykeltıraş, blok bir taş parçadan oyarak ve çıkartma tekniği ile bir heykeline şekil verir. 20 yüzyıl teknolojisinde bu üretim teknikleri CNC torna, freze makineleriyle sağlanmış ve günümüze kadar gelmiştir. Bugün ahşap malzemeden çelik malzemeye kadar pek çok üretim bu makinalar ile mümkündür.
Son olarak şekillendirme veya kalıp tekniği diyebileceğimiz üretim modelini inceleyelim. Bu yöntemde bir nesneye şekil vermek suretiyle üretimin gerçekleşmesi söz konusudur. Buna en güzel örnek cam imalatında ustaların ısı ve hava ile camı şekillendirmesi gösterilebilir. Kalıp tekniği de benzer bir işleve sahiptir. Kalıbını çıkardığınız ürünün, farklı malzemeleri dökülmeyerek üretimini sağlayabilirsiniz.
Yukarıda saydığımız bu teknikler en çok CNC torna makineleri ile bir kalıp yapılması ve sonra bu kalıp kullanılarak plastik enjeksiyon ile üretimin gerçekleştirilmesi şeklinde kullanılır. Bu kalıp teknikleri 20.yüzyılda seri üretim ve plastik malzemenin yaygınlaşmasını sağlamıştır ve halen pek çok üretici tarafından kullanılmaktadır.
Peki ya Eklemeli Üretim / Additive Manufacturing nedir?
Eklemeli üretim (3D Printing) belli bir malzemenin, plastik veya sıvı reçine gibi, üst üste eklenerek üretim yapılması anlamına gelir. Katman katman yapılan bu eklemeleri, gelişen teknoloji sayesinde çok ince katmanlar ile yapabilirsiniz böylece ince katmanların ekleme noktaları görünmez. Burada 3D yazıcıların da kendi içerisinde farklı şekillerde sınıflandırıldığını söylemeden geçmeyelim. Bu farklılığı yaratan en önemli unsur kullanılan malzeme özelinde geliştirilen teknolojilerdir. Bu teknolojilerin en yaygın olanları kısa isimleriyle FDM, SLA, DLP veya SLS olarak bilinmektedir. Biraz açacak olursak,
FDM (Fused Deposition Modeling) teknolojisi malzemeyi ince bir ip gibi akıtarak eklemeleri yapmaktadır. SLA (Stereolithograpy) veya DLP(Digital Light Processing) teknolojileri ışığa duyarlı olan özel fotopolimer reçineyi lazer veya projektör ışığı ile katılaştırarak eklemeli üretim yapar. SLS (Selective Lazer Sintering) teknolojisinde de söz konusu eklemeli üretim toz görünümündeki parçacıkların yapıştırılmasıyla gerçekleşir.
Bu noktada hemen belirtmek gerekirse 3D Eklemeli Üretim teknolojileri, nesneyi ekleme yaparak ürettiği için herhangi bir blok parçayı işlemez ve CNC torna gibi çalışmaz. Tam tersine nesneyi ince katmanları ekleyerek sıfırdan yaratır ve böylece CNC gibi talaş veya fire vermez. Bir başka önemli nokta da 3D Printerlar sayesinde bir nesneyi üretmek için geleneksel üretim tekniklerinde olan kalıp ihtiyacınız bulunmaz. Nesnenin 3D tasarımını makineye aktararak herhangi ek yöntem kullanmaksızın, birebir üretimini gerçekleştirebilirsiniz.
İşte eklemeli üretimin devrim niteliğinde olmasının nedenleri de tam bu aşamada ortaya çıkıyor. Geleneksel üretimden, bu yeni teknolojiye geçmeyi tercih eden üreticilerin bu tercihteki sebeplerini şu şekilde sıralayabiliriz:
– Eklemeli üretim teknolojisinde ürün geliştirmek çok daha ucuz maaliyetlerde yapılmaktadır.
– Bir üründen az miktarda ihtiyacınız varsa veya prototip aşamasındaysanız “3D Printing”, kalıp yapmadan bunu kolayca üretme imkanı verir.
– 3D Printerlar tasarım ile üretim arasındaki kademeleri atlamanızı sağlayarak tasarımdan hemen imalata geçmenize olanak tanır.
– Eklemeli üretimde oluşturmak istediğiniz nesnenin tasarımında sınır yoktur. Kalıp teknikleri ile üretilemeyen karmaşık tasarımları dahi üretebilirsiniz.
– 3D Printerların fiyatlarının daha uygun hale gelmesiyle birlikte artık her tüketici de kendi “3D Printer”ı ile evinde veya ofisinde bir üretim alanı kurabilir. Bu Maker hareketi olarak bilinen sosyal üreticilerin de olanaklarını genişletmiştir.
Son yıllara baktığımızda internet ve mobil teknolojileri gibi birçok sektörde hızlı gelişmeler yaşandı. Bunlar bilişim teknolojilerinin ve hizmet sektörlerinin de bu paralelde gelişmesi ile sonuçlandı.
Bilişim ve hizmet sektörleri yanında, donanım ve üretim teknolojilerine baktığımızda 20. Yüzyıl’da yukarıda belirtilen üç kategorideki (Kesme, Oyma/Çıkarma ve Şekillendirme teknikleri) üretim teknikleri geliştirildi fakat bu teknikler de sunabileceklerinin sınırlarına ulaştı. Bu açıdan ele aldığımızda, Eklemeli Üretim teknolojisi yeni bir imkan sağlıyor ve bu nedenle de Endüstriyel Devrim olarak nitelendiriliyor.
Ek olarak kişisel üretimin de gelişmesine imkan sunan Eklemeli Üretimin – veya 3D Printerlar – sunduğu yeni olanaklar sayesinde çok yakın bir zaman diliminde sosyo-ekonomik değişiklikler de gözlemlenebilir hale gelecek. Örneğin tasarımcı / üretici / tüketici anlayışı değişecek ve tasarımın önemi daha da artacak. Tasarımdan üretime olan süreç kolaylaştığı için üretim yapan kişi artık aynı zamanda tüketici veya tasarımcı olacaktır.
Bütün bu değişiklikleri şimdiden tahmin etmek zor olsa da bugün ürün üretimi dışında tıp, inşaat, moda ve yemek sektörü gibi birçok sektörde “3D Printer”ların kullanılmaya başlanmış olması bu devrimin yaratacağı etkilerin habercisi gibi…
Duyma Engellilere Sesli Olarak Metin Okuyan 3D Yazıcı İle Üretilmiş Bir Cihaz: FingerReader
Son zamanlarda oldukça popüler olan Maker Hareketi ve 3D Baskı teknolojisi birleşince hayatımız hiç olmadığı kadar kolaylaşıyor.
Akıllı Prizlerden, Akıllı ev lambalarına, akıllı ayakkabılara kadar etrafımızda bilgi patlaması yaşıyoruz. Her yeni gün, yeni birisi çıkıp başkalarının hayatını değiştiriyor.
Bu seferki konuğumuz FingerReader, Amerika’daki %3’lük görme ve duyma engelli insanın hayatına etki ediyor. Aslında anlaşılabilir bir çalışma mekanizmasına sahip olan cihaz, yüzüğe benzer şekliyle içinde bir kamera bulunduruyor. Parmağınıza takabilmeniz sayesinde, parmak ucunuzu okumak istediğiniz metnin üzerinde sürüdüğünüzde içinde bulunan kamera yardımıyla metin algılanıyor ve sesli olarak kaydedilen metni size okuyor. Şunu da belirtmek lazım ki dış iskelet, tamamen 3D Yazıcı ile üretilmiş.
Massachusetts Institute of Technology laboratuarında geliştirilen ürün, MIT çalışanı Pattie Maes’in dediğine göre, “engellilerin şu anda kullandığı çözümlerden çok daha kompakt ve hızlı bir çözüm.”
Ayrıca, piyasada bu tür birçok cihaz bulunsa da (Örn: Say Text, Detective Text vs.) ürünün geliştiricisi Roy Shilkrot; FingerReader’ın uyum problemlerinden yoksun olması ve kolay taşınabilirlik özellikleriyle eşsiz bir ürün olduğunu belirtiyor.
Geliştirme sürecindeyse, cihazın var olan tüm cümle ve kelimeleri algılayabilmesi dikkate alındı. Şöyle ki, bir dizüstü bilgisayar veya akıllı telefon ile cihazınız arasında bağlantı kurarak her yerde bu cihazı kullanabiliyorsunuz. Kullanım senaryolarıysa restoran menüsü, iş kartları ve 12 puntodan büyük okunması muhtemel diğer bütün yazılar.
Sonuç olarak cihazın beraberinde getirdikleri sadece engellilere dokunmuyor. Aynı zamanda yaşlılar, çocuklar, yeni bir dil öğrenmek isteyenler hatta turistlere kadar geniş bir kullanıcı kitlesini kapsıyor.
Biz ise FingerReader isimli bir teknolojiyi hayatımıza kattıkları için projeye destek veren tüm MIT çalışanlarına teşekkür ediyoruz. Dilerseniz ürüne ait web sayfasına CburadanB ulaşabilirsiniz.
Basit Kalıp Alma Yöntemi
Bütün modelcilerin ortak kanaatsi (bence) dioramalarında etrafa serpiştirebilecekleri fazla askeri malzemelerinin olmasıdır.(mühimat, silah, sırt çantası, matara, benzin bidonları, migfer gibi)Bir tarafı tabana basacak birçok plastik malzemeyi yapabilmemiz hem daha ucuz hem daha kolay olması için( her zaman her yerde istedigimiz malzemeyi bulamayabilmekteyiz bunun yanı sıra 10 parçalık askeri malzemeler 5-10 ytl arasında degişmekte) kendi kalıbımızı kendimiz oluşturarak buna çözüm bulabiliriz.
İhtiyacımız olan yalnızca
Seramik hamuru- kil hamuru (Kullandıgım Jovi TERRACOTTA modelling paste ancak digerleride olur)
Silikon, (Lightfix Siliconized Acrylic R-20 Türk malı isme aldanmayın ?)
Yapmak istedigimiz malzeme(ben çoğunlukla kitlerin içinden çıkan parçaları ilk sırada kalıplayıp ondan sonra boyayıp kullanıyorum ya da 1 sefer aldıgım malzeme kitini kalıplıyorum)
Silikonu kesmek için maket bıçagı.
Paket içindeki seramik hamurumuzdan kalıplamaya yetecek kadar bir parça seramik hamuru kopartıyoruz.
(Paket içinde kalan seramik hamuru paket agzı kapatılırsa katiyen kurumuyo)
Daha sonra kalıplayacagımız malzememizi koparttıgımız seramik hamurunun içine bastırarak (kaplayarakta olur) bütün ayrıntıların çıkmasını sağlıyoruz.
Dikkat edecegimiz tek nokta malzemelerin üstündeki ayrıntıların hamurda çıkması.Sonra kalıptan malzemeyi, hamuru bozmayacak sekilde çıkartmak.Seramik hamuru hemen kurumadıgından begenmezsek yeniden kalıplayabiliriz..
Daha sonra hazırladıgımız bu kalıbı kuruması için bir kenara bırakıyoruz..
Normalde seramik hamlinkarının dayanıklı olması vede çabuk kuruması için fırınlama yapmak gereklidir.Bu da 100 C üstünde sıcaklık demektir.Fırınlamayı kalıptan çıkar çıkmaz yaparsanız çatlamalara neden olabilirsiniz zira seramik hamurunun (en azından benim kullandıgım ani sıcaklıklarda kabarma yaşadım) içinde nemli olması için su bulunmaktadır.
Ben fırınlama yapmamaktayım jovi markada ki firmanında böyle bir isteği yok esasen.ortam sıcaklıgında 1 gün içinde sertleşmektedir..
Kalıbımız kuruduktan sonra silikonu üstüne döküp elle üstüne yaymamız gereklidir.Çok fazla silikon kalınlıgı yapmayın yüzeyde 1-2 mm yeterli olacaktır. Kenarlara taşması problem teşkil etmemektedir hatta bu size yardımcı olmaktadır.
1 gün de silikonun kurumasını bekledikten sonra tırnagımızla kalıp dışına sürülen silikonun bir kenarını hamurdan ayırdıktan sonra rahatlıkla çekebiliriz yüzeyden silikonu.(tam kuruma silikonda 2 gündür ancak yinede sakız sertliginde olur ve çektiginizde uzamalar yapabilir fazla zorlamadan çekiniz)Artık ihtiyacımız son derece silikonlayıp kalıbı kullanabiliriz.Silikon hamura yapışmadığından kalıp yeniden yeniden kullanılır durumda kalır.Sadece su değmesin yeter.Ben her silikonu çıkardıktan sonra terar silikonlayıp üstünde bırakmaktayım..Bazen 1 gün beklemek istemediğimden hemen elimin altında hazır olsun talep etmekteyim.
Çıkarttıgımız bu silikonun son aşaması malzemenin etrafında kalan fazla silikon artıkları.Kalıpladıgımız malzemenin dışında kalan artıkları bir maket bıcagı ile kesebiliriz.
Daha sonra Enamel boyalarla boyadıktan sonra hazır alınan plastik parçalardan farkı olmadıgını göreceksiniz..
Tek fark kalıbın tek taraflı oldugu için düz kısımları araça monte edilecek ya da yere konacak olmasıdır..
Seramik hamuru yerine bazı yerlerde satılan kalıp silihususta olur bunuda belirteyim.
Yeni filamentler , ABS ve PLA’nın egemenliğine son verebilir…
Bilindiği üzere kişisel 3D yazıcılar genellikle ABS veya PLA plastiklerini kullanmaktadırlar. ABS ve PLA arasındaki farklara ve benzerliklere önceki yazılarımda değinmiştim. Bugün bu iki temel diyebileceğimiz filamente rakip olarak piyasaya çıkan ve çıkmakta olan bazı filamentlere değineceğim.
Öncelikle 3D filament ARGE’sine önem veren firmaların başında Colorfabb’ın geldiğini belirtmekte yarar var. Bugün piyasadaki pek çok egzotik (PLA ve diğer malzeme karışımlı) filamentlerini ilk olarak sunan ve daha önemlisi sorunsuz çalışır performansta ilk sunan firma Colorfabb’dir. Bugün temel malzeme dediğimiz PLA’nın clogging dediğimiz nozzle tıkanma sorununu PLA/PHA karışımlı filamentle ilk aşan firma Colorfabb olmuştur. Öyle ki benim PLA sevmeyen ABS temelli yazıcılarım (UP! serisi) bile Colorfabb’ın PLA’sına hayır diyemiyorlar.
PLA ve ABS’ye rakip olabilecek ilk filamentimiz Colorfabb’ın nGen serisi ve copolyester bazlı filamentidir. Geçtiğimiz Kasım ayında piyasaya sunulan nGen için Colorfabb yetkilileri oldukça iddialı konuşuyorlar. Ortama yaydığı koku sıfıra yakın , sağlam , başarılı parça yazdırma oranı çok yüksek , nozzle tıkamayan , parça yüzey kalitesi matımsı pürüzsüzlükte olan , yine parça yüzey sertliği fazla olan bir filament ürettiklerini söylüyorlar. nGen , çok sayıda değişik markada 3D yazıcıda uzun süreler denenmiş ve başarısını kanıtlamıştır diyorlar. Firmanın halihazırda satılmakta olan PLA filamenti ile aynı fiyatta piyasaya sunulan nGen ABD ilaç ve sağlık bakanlığı (FDA) tarafından onaylanmış durumda. 16 değişik renkte ve şeffaf olmak üzere 17 farklı türde satışa sunuluyor. Henüz denemediğim bu filamenti öncelikle denenecek filament listemde ilk sıraya koyuyorum.
Bir diğer , filamente ilişkin ilginç açıklama ABD’de halen devam etmekte olan CES fuarından geldi:
3D yazıcı üreticisi M3D’nin tamamıyla sorunsuz çalışan ve tüketicinin tüm ihtiyaçlarına karşılık veren iki filamenti piyasaya sunmaya hazırlandığı yönündeki bu haber , gerçekleşirse kişisel 3D yazıcıları yeni bir boyuta taşıyacaktır. Tough 3D Ink ve ABS-R 3D Ink adını verdikleri bu iki yeni filamentin en belirgin özellikleri katman izlerini belli etmemeleri ve parça bütünlüğünden ödün vermemeleriymiş. Henüz piyasaya sunulmayan ancak , ön siparişleri alınan filamentler 250 gramlık makaralarda sunulacak. Bilindiği üzere M3D’nin başarılı bir KickStarter sosyal fonlamasından sonra hayata geçirdiği 3D yazıcılar piyasadaki en küçük 3D yazıcılar arasında bulunuyor. Buna karşın tüketici tarafından oldukça beğenilen M3D yazıcıları , kalitesini ispatlamış durumda. Buna bir de oldukça düşük olan fiyat eklenince cihaz , tüketici açısından çok cazip duruma geliyor.
|
3D Yazıcı ile Üretilen Kalp Bir Bebeğin Hayatını Kurtardı
3 boyutlu yazıcılar her geçen gün hayatımızın çok farklı alanında karşımıza çıkıyor. Tıp alanından gelen gelişmeler ise son günlerde oldukça hızlandı. 3 boyutlu yazıcı kullanılarak bir bebeğin hayatı kurtarıldı !
ABD’de doğuştan kalbinde komplikasyon bulunan bir haftalık bir bebeğe kalp ameliyatı yapılması gerekiyordu fakat bebeğin kalbi çok çok küçük olduğundan ameliyat sırasında doktorların hata yapma lüksü yoktu. Tam bu noktada 3 boyutlu yazıcı teknolojisi devreye girdi. Mimics Innovation yazılımı kullanılarak bebeğin kalbinin birebir 3 boyutlu modeli tasarlandı ve 3 boyutlu yazıcı ile bu model basıldı.
Doktorlar bebeğin kalbinde bulunan deliğe nasıl müdahale edebileceklerini bu 3 boyutlu basılmış kalp üzerinde çalışarak karar verdi ve ameliyat başarılı geçti. 3 boyutlu yazıcılar daha önce paylaştığımız omurga ameliyatında kullanılmıştı, o ameliyat sırasında hastaya 3 boyutlu yazıcıdan basılan omur takılmıştı, bu ameliyatta ise 3 boyutlu modelden faydalanıldı.
İlgili haber burada
3 boyutlu yazıcılar her geçen gün çok daha fazla alanda kullanılmaya başlanıyor ve çok hızlı bir şekilde gelişiyor. Tıp alanında yapılan gelişmeler ise gerçekten heyecan verici bir boyutta. Henüz gelişmekte ve yayılmakta olan bir teknolojinin bir bebeğin hayatını kurtarmakta büyük rol oynaması gelecekte 3 boyutlu yazıcıların çok daha fazla kullanılacağını gösteriyor.
Üç Boyutlu Yazıcılar Nereye Gidiyor?
Yeni bir teknolojik devrime adım atmak üzereyiz. Teknolojik devrim lafı tuhaf gelebilir, ama geçmişteki dünya-değiştiren diğer yeniliklere göz attığımızda haklı olduğumu göreceksiniz. Gelin şöyle uzun bir devrimsel yolculuk yapalım.
- Finansal – Tarım Devrimi 140 yıl
- Sanayi Devrimi 60 yıl
- Teknik Devrim 40 yıl
- Bilimsel – Teknik Devrim 30 yıl
- Bilgi Devrimi – 25 yıl ve devam ediyor.
Pek çok insan üç boyutlu yazıcıların da devrimsel olduğu kanısında birleşmiş durumdalar. 2015’e doğru giderken, üç boyutlu yazıcıların fiyatları düşmeye devam ediyor. Bununla birlikte üç boyutlu yazıcıların kabiliyetleri günden güne artıyor. Gelin yazıcılarımız artık neler yapmaya başladır, göz atalım.
Yedek Organ Üretimi
Üç boyutlu yazıcıda organ basıldığını hatta üç boyutlu yazdırılmış spinal disklerin insan bedenine takıldığını duymuş olabilirsiniz. Biraz daha şaşırmak isterseniz, California’daki bioteknoloji firması Organovo yakında üç boyutlu yazdırılmış karaciğer dokusunu satışa sunacağını CNN aracılığıyla duyurdu. Ama durun, hala hasta organınızın yerine tıpkı bir yedek parça gibi yeni bir organ monte ettirmek için en az on yıla ihtiyacımız var. On yıl daha ölmeyin.
Harvard ve Sydney Üniversitesi’ndeki araştırmacılar üç boyutlu yazıcılarla damar üretmenin bir yolunu bulduklarını açıkladılar. Yine de heyecanlanmayın, bu aslında insan üzerinde yapılması mümkün olmayan ama üç boyutlu yazıcılarla üretilmiş replika organlar üzerinde yapılabilecek çok farklı deneyler anlamına geliyor. Doğrudan derdimize derman olmuyor, ama dolaylı olarak etkilenebiliriz. Zaten şu on yılı çıkartsak yeterli.
Eğer siz de benim gibi “ben sonuca bakarım, şu olacak, bu olacak deme.” diyorsanız, sizin de ilginizi çekecek bir şeyler var. Wired.com, üç boyutlu yazıcıyla desteğiyle gerçekleşen altı başarılı operasyonu şurada yayınladı.
Yemek Yapma
Eve geldiniz, canınız yemek yapmak istemiyor. Pizzacıyı arıyorsunuz ve pizza sipariş edip yiyorsunuz. Üç boyutlu yazıcılar devrimsel, çünkü bu sıradan alışkanlıkları değiştirecek gibi görünüyor. Artık pizza istediğinizde evinizdeki İtalyan Pizza Maker 300S’e (ismi uydurdum) ince hamurlu, sucuklu, pepperonili pizza emri verip, yazıcıdan çıkartıp yiyebileceksiniz. Bu senaryo gerçekten hiç de uzak değil. (Burada sevinmeniz gerekiyor.)
NASA’nın desteklediği üç boyutlu yemek yazıcısı şimdilik videodakini yapabiliyor. İntikal, tatbikat vb. sebeplerle askerlerin ve astronotların ihtiyaçlarını karşılayabileceği için sektör gelişmeye çok açık.
Üç boyutlu yemek yazıcılarından biri de Natural Machines’e ait Foodini. Üreticisi Foodini’ye mini fırın boyutuna indirilmiş, yemek fabrikası diyor. 2015’in ikinci yarısında seri üretimine geçilecek Foodini için üretici 1000 dolar civarında bir bedel koymayı düşünüyor.
Silah Yapımı
“Üç boyutlu yazıcıda silah üretilmiş diyorlar” klişesi en çok duyduğum, ama çok faydalandığım bir klişe doğrusu. Bu sayede sektörel bilinirliğimiz arttı. Her olağanüstü teknoloji gibi, üç boyutlu yazıcı teknolojisinde de amacı dışında kullanımlar olacaktır. Atom bombası örneğini vermeme gerek bile yok.
Aslında silah yapmak üç boyutlu yazıcıdan önce de çok kolay ve uygulanabilirdi. Beraber sanayiye gidip, torna ustasında çok daha kaliteli ve sağlam tabancayı onlarca yıldır yaptırabiliyorduk. Silah yapımının sanki yeni bir şey gibi sürekli haber yapılması, sektörel gelişmenin yavaşlaması ve bazı kısıtlar konmasına sebep olabileceği için beni korkutuyor.
Burada küçük bir bilgi verelim. Üç boyutlu yazıcıda silah üretilmesi haberleri 2013 yapımlı The Liberator filmiyle hız kazanmıştı.
BAŞKA???
Heykelin
Elinde kendi heykelini tutmak gerçekten tuhaf olurdu. Üç boyutlu yazıcılar bunu mümkün kılıyor. AlmanTwinkindfirması bu hizmeti görece uygun fiyatlarla sunmaya başladı. Burada estetik cerrahlara da bir fikir vermiş olayım. Estetik ameliyat olacak hastanıza estetikten sonra alacağı halin heykelini göstermek istersiniz belki.
Evler
Üç boyutlu yazıcıyla küçük nesneler üretmek zorunda değilsiniz. Prensip sabit kalmak üzere, ev de üretebilirsiniz! Çinli firma yirmi dört saat içinde tek odalı on adet ev inşa etti.
Çocuğunuzun resmine boyut katın
Hepimiz çocuklarımızın yaptığı resimleri buzdolabımıza asmışızdır. Crayon Creatures girişimi 130 dolar karşılığında çocuğunuzun resmini boyutlandırıp, size kargoluyor.
Aslında tüm bunlar üç boyutlu baskının henüz emekleme aşamaları olmasına rağmen, bu haliyle de epey etkileyici. Bunların dışında “tridi yazıcıyla araba yapmışlar”, “bisiklet yapmışlar” gibi haberleri her gün duyuyoruz. Üç boyutlu yazıcıyla üç boyutlu yazıcı üretme işine RepRap deniyor ama biz print-ception diyelim mi? Demişler bile :/
3D yazıcı ürünü hava tahmin istasyonları…
Masaüstü 3D yazıcıların mekanik aksam imalatı konusunda hem maliyet hem de hız açısından avantaj sağladığı bir gerçek. 3D yazıcılar oldukça yavaş çalışmalarına rağmen tasarlanmış yeni bir ürünü klasik yöntemlere nazaran çok daha hızlı bir şekilde hayata geçirmemize olanak tanıyorlar. Eğer projenizde plastik malzeme kullanılması bir sorun yaratmayacaksa o zaman 3D yazıcıların kullandığı endüstriyel plastiklerin sağlamlığı işinizi görecektir.
Bugün sizlere , gelişmemiş ülkeler için tasarlanan ve geçtiğimiz Mart ayı içerisinde Japonya’da düzenlenen Birleşmiş Milletler 3. Felaket Risk Azaltımı konulu konferansta sunumu yapılan bir projeden bahsetmek istiyorum. Projenin konusu “düşük maliyetli hava tahmin istasyonları kurulumu”. Amerikan USAID’in önderliğinde yrütülen projenin ana amacı özellikle sel felaketlerinin önceden haber verilmesi sonucu önlenebilecek can ve mal kayıpları. Sadece 2013 yılında dünyada 20.000 insan sel baskınlarında hayatını kaybetmiş ve 97 milyon kişi bu felaketlerden etkilenmiş , oluşan maddi hasar ise 118 milyar dolar düzeyindeymiş.
Bugün sizlere , gelişmemiş ülkeler için tasarlanan ve geçtiğimiz Mart ayı içerisinde Japonya’da düzenlenen Birleşmiş Milletler 3. Felaket Risk Azaltımı konulu konferansta sunumu yapılan bir projeden bahsetmek istiyorum. Projenin konusu “düşük maliyetli hava tahmin istasyonları kurulumu”. Amerikan USAID’in önderliğinde yrütülen projenin ana amacı özellikle sel felaketlerinin önceden haber verilmesi sonucu önlenebilecek can ve mal kayıpları. Sadece 2013 yılında dünyada 20.000 insan sel baskınlarında hayatını kaybetmiş ve 97 milyon kişi bu felaketlerden etkilenmiş , oluşan maddi hasar ise 118 milyar dolar düzeyindeymiş.
Tahmin edebileceğiniz gibi bu zararın tamamına yakını gelişmemiş ülkelerde meydana geliyor. Bunun ana sebebi de hava tahminleri konusunda halkın yeterince bilgilendirilememesi. Batıda ve gelişmiş ülkelerde hava durumu bilgisine çok kolay bir şekilde ulaşılabiliyor. TV’den ya da akıllı telefonun hava durumu uygulamasından ve daha bir sürü bilgi kanalından anında veri erişimi olanaklı. Hava durumu verisini toplarken kullanılan araçlar ise oldukça pahalı , bu cihazları gelişmemiş ülkelerin temin etmesi mümkün değil. İşte bu hava ölçüm cihazlarını basite indirgeyerek fiyatlarının aşağı çekilmesi istenmiş. Bunun için mekanik aksamı ve gövde parçaları 3D yazıcıda üretilecek ve bu yazdırılmış parçalara monte edilecek sensörler düşünülmüş. Nem , basınç , sıcaklık , yağış ,rüzgar gibi temel ölçümlerin yapılması ve bu değerlerin bir meteoroloji uzmanına gönderilmesi kolayca hava tahmini yapılması anlamına geliyor
HP , Sprout’u 3D teknolojileriyle donatmaya devam ediyor
Bilgisayar donanımları üreticisi HP , geçirdiği çalkantılı yıllardan sonra bilgisayar ve yazıcı kısımlarını birbirinden ayrı bölümler olarak yapılandırma kararı almıştı. Şimdilerde toparlanma sürecini yaşayan HP’nin son çıkardığı masaüstü bilgisayarı Sprout’un bir dizi 3D teknolojisiyle donatıldığını biliyorduk. Örneğin 3D tarama yapabiliyor ve oluşturulan 3D modeller Sprout platformunda hızlıca ve kolayca paylaşılabiliyor. Yalnızca ABD’de satışta olan HP Sprout , yakın zamanda Avrupa ve dünya genelinde satışa sunulacak. Bu arada plaform yeni güncellemelerle cilalanmaya devam ediyor. Temmuz 2015’de piyasaya sunulacak olan döner tabla ile Sprout bilgisayarının önündeki nesnelerin sadece tek bir açıdan değil 360 derecede 3D taraması yapılabilecek. Sprout bünyesinde barındırdığı Intel Real Sense teknolojisine sahip derinlik ölçer kamerasıyla yeni tabla sayesinde nesnenin etrafında 15’er derecelik dönme açılarında 3D tarama yapabilecek. Tablanın tahmini fiyatının 299$ olması bekleniyor.
Oluşturulan 3D modellerin paylaşımına yönelik sunduğu kolayıkların yanında Dremel ile işbirliği yapılarak 3d yazıcı uyumluluğu da getirilen Sprout PC , doğrudan 3D yazıcıya bağlanılabilecek. Ayrıca çeşitli online 3D baskı servisleriyle de işbirliği yapılacağı ve bir kaç tıklamayla 3D modellerin bu servislere yönlendirilmesinin sağlanacağı belirtiliyor.[/vc_column_text][/vc_column]I am text block. Click edit button to change this text.
HP , Sprout’u 3D teknolojileriyle donatmaya devam ediyor
Bilgisayar donanımları üreticisi HP , geçirdiği çalkantılı yıllardan sonra bilgisayar ve yazıcı kısımlarını birbirinden ayrı bölümler olarak yapılandırma kararı almıştı. Şimdilerde toparlanma sürecini yaşayan HP’nin son çıkardığı masaüstü bilgisayarı Sprout’un bir dizi 3D teknolojisiyle donatıldığını biliyorduk. Örneğin 3D tarama yapabiliyor ve oluşturulan 3D modeller Sprout platformunda hızlıca ve kolayca paylaşılabiliyor. Yalnızca ABD’de satışta olan HP Sprout , yakın zamanda Avrupa ve dünya genelinde satışa sunulacak. Bu arada plaform yeni güncellemelerle cilalanmaya devam ediyor. Temmuz 2015’de piyasaya sunulacak olan döner tabla ile Sprout bilgisayarının önündeki nesnelerin sadece tek bir açıdan değil 360 derecede 3D taraması yapılabilecek. Sprout bünyesinde barındırdığı Intel Real Sense teknolojisine sahip derinlik ölçer kamerasıyla yeni tabla sayesinde nesnenin etrafında 15’er derecelik dönme açılarında 3D tarama yapabilecek. Tablanın tahmini fiyatının 299$ olması bekleniyor.
Resim
Oluşturulan 3D modellerin paylaşımına yönelik sunduğu kolayıkların yanında Dremel ile işbirliği yapılarak 3d yazıcı uyumluluğu da getirilen Sprout PC , doğrudan 3D yazıcıya bağlanılabilecek. Ayrıca çeşitli online 3D baskı servisleriyle de işbirliği yapılacağı ve bir kaç tıklamayla 3D modellerin bu servislere yönlendirilmesinin sağlanacağı belirtiliyor.[/vc_column_text][/vc_column]
NASA’nın MarsTrek uygulaması Mars’ı masaüstüne getiriyor…
Google Earth uygulamasını bilmeyenimiz yoktur. Bu uygulama sayesinde Dünya yüzeyinin oldukça detaylı görüntülerini bulabiliyoruz. NASA da aynı şeyi Mars’a yaptı ve Mars’ın detaylı bir yüzey haritasını hazırlayarak ücretsiz olarak kamunun kullanımına sundu. MarsTrek adı verilen NASA’nın uygulamasının çok fark yaratacak ekstra bir özelliği var: 3D yazdırılabilir dosyalar barındırması. Evet , Mars yüzeyinin kayda değer belirli bölgelerinden başlanarak yüzey topoğrafyasını veren 3D dijital ve yazdırılabilir dosyalar uygulamadan indirilebiliyor.
Herbiri ortalama 40-50 megabyte olan dosyalar 1 milyondan fazla polygon içeriyorlar. Yani elde edeceğiniz 3D baskının görünümü Mars yüzeyine oldukça yakın detaylarda olacak. Burada detayı bozabilecek tek unsur , çoğunlukla küçük ölçekte baskıyı tercih etmek olacaktır. Ancak seçilen ölçek çok küçük olmadığı takdirde bu polygon sayısı yeterli detayı verecektir.
MarsTrek içerisinde Mars’ın yüzeyine indirilen çeşitli keşif araçlarına ait görüntü kayıtlarına ulaşılabiliyor. Global ve harita bazlı dolaşma gibi çeşitli gezinme yöntemlerinin olduğu uygulama ilk açılışta sizi açıklayıcı bir arayüzle karşılıyor.
Böylesine değerli bir bilgi hazinesini herkesin kullanımına sunulması gerçekten çok önemli bir gelişme. Ve Mars yüzeyini masaüstümüze adeta ışınlar gibi getirmek bilimsel eğitimde yeni bir çağın başlangıcı olsa gerek.
MarsTrek uygulaması web tarayıcısı üzerinden çalışıyor ve kullanımı yazımın başında belirttiğim gibi ücretsiz. Ancak verilen linkin sanırım Türkiye’den açılmasına bir engel var. Bunun nedenini bilmiyorum. İsterseniz VPN ile bağlanabilirsiniz. Zen Mate’i kullanarak MarsTrek uygulamasını sorunsuz kullanabildim. |
Masaüstü 3D yazıcı ile hangi hassasiyete kadar baskı yapılabilir ?
Kişisel 3D yazıcıların baskı hassasiyeti konusu pek çok kişinin merak ettiği ve kuşkuyla yaklaştığı bir konudur. Endüstriyel tipteki bir yazıcının hassasiyet değerlerine masa üzerinde çalışan bir yazıcı erişebilir mi ?
Bu soruya yanıt olabilecek örnek bir 3D model geçtiğimiz günlerde Thingiverse‘de yayınlandı. Bir mühendislik öğrencisinin tasarımı olan “3D yazdırılabilen mikrometre” 2.5 inçlik bir ölçüm aralığı mesafesi sunuyor ve ölçüm hassasiyeti +/- 0.003 inç. Bu rakam , mikrometrenin ne kadar hassas çalıştığını bizlere gösteriyor.
 Tasarımcı öğrencimizin yazıcısını en hassas ayarlara alıp iki parçadan oluşan mikrometreyi yazdırması toplam 18 saat sürmüş. İki parçayı birbirine vida dişleri ile geçirmek için ilk birkaç gel-gitte mekanik bir zorlanma hissediliyor. Fakat her iki parça birbirine alıştığında son derece rahat çalışan bir mikrometre ortaya çıkıyor. Kuşkusuz , mikrometrenin vida kısmı üzerinde biraz daha çalışılırsa ölçüm sonuçlarındaki kesinlik daha da artacaktır.
Mikrometrenin inç ve metrik sistemdeki iki versiyonunu Thingiverse’den ücretsiz olarak indirebilirsiniz. Mikrometrenin daha küçük (30mm traversli) metrik versiyonu da geçtiğimiz günlerde siteye eklendi.
Mikrometrelerden , mühendislikte kumpastan daha fazla ölçüm hassasiyeti gerektiren durumlarda yararlanılır. Kişisel 3d yazıcılarının ulaştığı bu hassasiyet seviyesi sanırım pek çok kişi ve uygulama için yeterli olacaktır.
|
Yenilenen Cura: Versiyon 2.1.2 Çıktı!
Yaklaşık 1,5 ay süren açık betanın ardından bugün baştan aşağı yeniden tasarlanmış olan Cura’nın yeni versiyonuyla karşı karşıyayız. Bu güncelleme hem baskıları daha kaliteli hale getirecek, hem de donanımın yazılımla daha güzel bir uyum içerisinde çalışmasını sağlayacak. Yepyeni kullanıcı ara yüzüyle acemisinden uzmanına herkesin dikkatini çeken Cura’nın yeni versiyonunu sizler için inceledik.
Not: Lütfen yeni Cura’nın yeteneklerinden faydalanmak için Ultimaker cihazınıza firmware güncellemesi yapmayı unutmayınız.

YEPYENİ ÖZELLİKLER
Çoklu nesne seçimi
Tek seferde birden çok nesneyi seçerek üzerlerinde işlem yapabileceksiniz.
Gruplandırma
Birden fazla objeyi gruplandırma özelliğiyle nesneler üzerindeki işlemleriniz kolaylaşıyor.
Geri/İleri
Nihayet, yaptığınız işlemleri control-z gibi geri; control-y gibi ileri alabileceksiniz.
Profil oluşturma
Özel profiller oluşturmak yeni kullanıcı ara yüzüyle (GUI) daha içgüdüsel ve kolay hale getirildi.
3MF Formatlı Dosya Yükleme Desteği
AMF dosya formatına benzeyen yeni 3MF dosya formatını duyurmaktan mutluluk duyuyoruz.
Nesne altı kesimi
Nesneleri baskı tabanının altına sürüklemenize imkan veren bir özellik eklendi. Böylece bozuk tabana sahip bir nesneyi düzeltebilir veya nesnenin sadece bir kısmını üretebilirsiniz.
64 bitlik Windows Modülü
Optimize edilmiş yeni 64 bitlik Cura versiyonuyla artık daha büyük boyuttaki model dosyalarını yükleyebiliyorsunuz.
Otomatik Hesaplamalar
Milimetre yerine katman sayısını girerek arka planda çalışan kodların otomatik olarak doğru ayarlamaları yapmasını sağlayabilirsiniz.
Bireysel Nesne Ayarları
Bireysel nesne ayarları, seçtiğiniz bir nesnenin varsayılan ayarlarını ezerek ona özel parametreler, ayarlar atamanızı sağlıyor.
CURA’DAKİ YENİLİKLER
Bazı kabuk genişliği ayarları eklendi
Nesne geneli, duvar kalınlığı, taban-üst kalınlığı, doldurma yoğunluğu, kenar ve destek yapılarını kapsıyor.
Kalıp ayarları eklendi
Taban-üst, doldurma yoğunluğu ve destek yapılarını kapsıyor.
Kabuk Geliştirmeleri
Alternatif kabuk rotasyonu: Üst katmanlardaki pillowing problemini çözmeyi amaçlıyor.
Alternatif ekstra duvar: İç doldurma kalıbının birbirine daha sağlam tutunmasını sağlıyor.
Yatay genişleme: Modelin x-y boyutlarını karşılaştırarak 1:1 oranının yakalanmasını sağlıyor.
Baskı Ucu Gezinmesi
Bu yeni özellik baskı alanı dahilinde üretimi tamamlanmış nesnelerin nozul (baskı ucu )ile çakışmasından kaçınmayı sağlıyor.
Destek Yapıları
Kademeli basamak yüksekliği: Artık destek yapıları kademeli olarak bir noktadan sonra genişleyerek hem materyalden tasarruf sağlanıyor, hem de üretim süresi düşürülebiliyor.
ZigZag: Yeni iç doldurma kalıbı oldukça kırılabilir yapısıyla dikkat çekiyor. Yani özellikle support yapıları için geliştirilmiş.
Baskı yapısı çatıları: Destek yapılarının söküldükten sonra iz bırakmamasını sağlayan bir özellik.
Baskı yapısı kuleleri: Özellikle ince alanlar için geliştirilmiş, bu alanlara denk gelen destek yapıları için özel bir şablon.
Deneysek Yenilikler
Konik Destek Yapısı: Filament harcanmasını azaltmayı amaçlayan bir özellik.
Ön Koruma: Ön koruma nesnenin etrafına bir duvar örerek nesnenin dış etkenlere karşı dik durmasını ve dayanıklılığını artırmayı amaçlıyor.
SİSTEM GEREKSİNİMLERİ
Minimum MAC OSX 10.7 veya üstü
Minimum Windows Vista veya üstü
Ubuntu 14.04 veya üstü – Yalnızca 64 bitlik versiyonu desteklenmektedir
Ek olarak en az OpenGL 2 destekli bir ekran kartı
DESTEKLENEN 3B YAZICILAR
Ultimaker tarafından dağıtılan yazıcılar: Ultimaker Original (çift extruder versiyonu hariç), Ultimaker Original+, Ultimaker 2 ailesi ve Ultimaker 2+ ailesi.
Üçüncü partiler tarafından 3B yazıcılar: BQ Prusa i3, BQ Witbox, 3D Maker Starter, RidigBot, Malyan M180, German RepRap Neo.
Not: Henüz Cura 2.1.2’de çift extruder desteği yok. Çift extruder kullanmak isteyen Ultimaker Original kullanıcıları versiyon 15.04’e dönebilirler.
CURA’DAKİ DİĞER YENİLİKLER
Taban-üst kalınlığı artık bağımsız olarak değiştirilebilir.
Çatıları kuvvetlendirmek için taban ve üst katmanlara ekstra bir duvar ekleyebilirsiniz.
Üst üste gelen iç duvarları kaldırma özelliği: Aşırı derecede materyal akmasına neden olan dar parçaları baskılarınızdan kaldırabilirsiniz.
Duvarlar arasındaki boşlukları doldurma: Bu özellik dar parça baskıları arasındaki boşlukları doldurur.
Küçük Z ekseni boşluklarını göz ardı etme: Eğer bu özellik seçilmez ise, Z ekseninin neden olduğu küçük boşlukları tamir eder.
İç Doluluk
İç doluluk Katman Kalınlığı: İç doluluk için farklı bir katman kalınlığı seçerek baskınızın süresini kısaltabilirsiniz.
Hız
Katman tamamlanma süresi: Bu özellik sayesinde ilk katmanları daha uzun sürede tamamlanacak şekilde ayarlayarak baskının, baskı tabanına daha sıkı yapışmasını sağlayabilirsiniz.
Soğutma
Standart/Maksimum fan hızı sınırı: Bir katman üretilirken fanın minimum hızından maksimum hızına geçmesi için gereken süreyi ayarlamanızı sağlar.
Destek Yapıları
Eklem mesafeleri: destek yapılarının dayanıklılığını artırarak tek bir bütün halinde olmalarını sağlar.
CURA 2.1.2’Yİ HEMEN İNDİRİN!
Cura 2.1.2’yi buradan indirerek baskı deneyiminizi bir üst seviyeye çıkarabilirsiniz. Unutmayın, Ultimaker komünitesi, donanım bakımından her seferinde sınırlarını aştığı gibi, yazılım da bunun ayrılmaz bir parçasıdır. Yazılımsal geliştirmeler daha kaliteli baskılar almanıza doğrudan etki etmektedir. İyi baskılar…
Kaynak: Ultimaker.com
3D Yazıcılar Hakkında Muhtemelen Bilmediğiniz 6 Gelişme
3D Yazıcı Hakkında Bilinmesi Gerekenler, 3D Yazıcı Kullanım Alanları
3D Yazıcı teknolojisi ve kullanımı arttıkça neredeyse her geçen gün yeni bir kullanım alanı duyar olduk. Günlük yoğun akış içerisinde ise son gelişmeleri takip etmek zor olabiliyor. O nedenle bu yazıda sizler için son zamanlarda 3D Yazıcılar hakkında tüm dünyada en fazla ses getiren ve muhtemelen bilmediğiniz 6 gelişmeyi derledik.
1- 3D Yazıcı ile Asteroid’den elde edilen malzeme ile 3D Baskı yapıldı
Yatırımcıları arasında Google kurucu Larry Page, Sir Richard Branson gibi ünlü isimlerin yer aldığı asteroid maden şirketi Planetary Resources ve 3D Systems toz hale getirilen asteroid malzemeden 3D Systems’in ProX DMP 320 3D Yazıcısını kullanarak 3D Baskı gerçekleştirdi.

2- 3D Baskı insan dokusu hayvanlara başarılı bir şekilde aktarıldı
Bioprinting konusunda dünyada başı çeken kurumlardan biri olan Wake Forest Institute, 3D Yazıcı kullanarak ürettikleri insan kemik, kulak ve kas yapılarını başarılı bir şekilde hayvanlara implente ettiler. Bioprinting konusunda kilometre taşı olarak nitelendirilebilecek bu çalışma 3D Yazıcı ile üretilen doku ve organların gelecekte insanlara nakledilebilmesinin sinyallerini veriyor.

3- FDA’den 3D Yazıcı ile üretilen ilaca ilk onay
Amerikan Gıda ve İlaç Kurumu (FDA) epilepsi tedavisinde kullanılacak olan Amerika menşeili Langhorne firmasını geliştirdiği 3D Yazıcıdan üretilen Spritam adlı ilaca onay verdi. Spritam’ın özelliği ise içeriğindeki maddelerin kişiye özel ayarlanarak 3D Yazıcıdan üretilecek olması.
4- Uzayda 3D Baskı Merkezi
Made in Space firmasının geliştirdiği yer çekimsiz ortamda 3D Baskı yapabilen 3D Yazıcı, Uluslararası Uzay İstasyonun’da ticari kullanıma açıldı. Böylece yerçekimsiz ortamda 3D Baskı konusunda araştırma yapmak isteyen firma ve kurumlar bu 3D Yazıcıdan yararlanabilecek. Uzayda kurulacak üslerde 3D Yazıcılardan yararlanılacağının konuşulduğu bu günlerde oldukça önemli bir gelişme.

5- Walt Disney 3D Yazıcı geliştirdi
Walt Disney’de 3D Yazıcı sektörüne ilgisiz kalmayan firmalardan biri olduğunu geçtiğimiz günlerde duyurduğu 3D Yazıcısı ile kanıtladı.

6- 4D Baskı Yolda
Henüz 3D Baskıyı bile tam anlayamışken şimdi de 4D Baskı konuşulmaya başladı : ) 4D Baskı da olay ise 3 boyutun yanısıra bir de zamanın işin içerisine ekleniyor olması. 4D Baskı ile üretilen objeler zaman içerisinde şekil değiştiriyor ve yeni bir görünüme sahip oluyor.

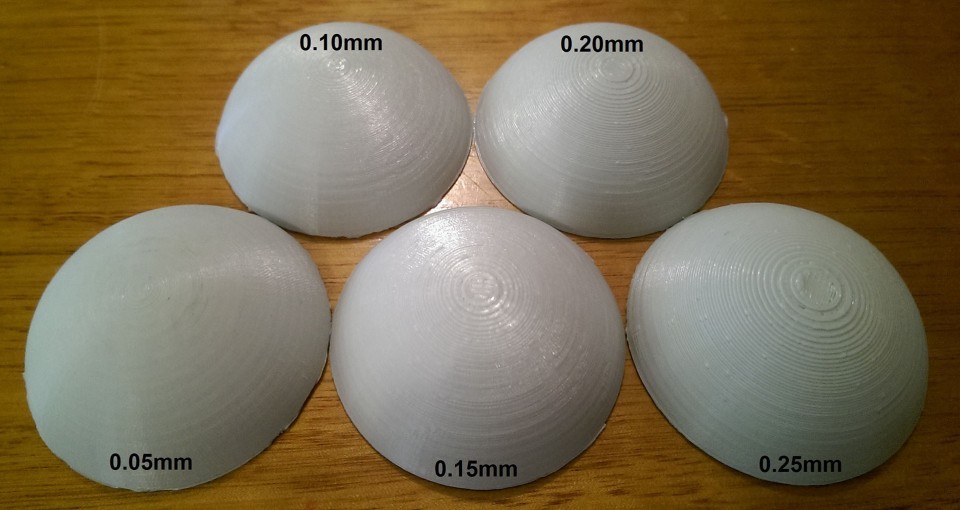

3D yazıcılardan kalıp yapımında sıklıkla yararlanılır. Kalıbı çıkarılacak obje önce 3D yazıcıda yazdırılır , ardından basılan parça döküm kumuna gömülerek kalıp hazırlanır. Bir diğer metod , kalıbın kendisini 3D yazıcıdan çıkartmaktır. Bu yöntemde dökümü yapılacak parçanın negatifi olarak adlandıracağımız kısım 3D basılı parçada boş bırakılır. Baskı bittikten sonra bu boş kısım silikon veya benzeri bir malzemeyle doldurularak istenilen parçaya ulaşılır.
Ancak bugünkü yazımda bahsi geçen dökümün malzemesi metal olacak. 3D yazıcılar yardımıyla metal döküm kalıbı da hazırlanabilir. Hatta evinizde küçük bir alüminyum dökümhanesi oluşturabilirsiniz. Bu konuda okuyacaklarınızı uygulamak tamamıyla sizin sorumluluğunuzdadır ve kesinlikle gerekli güvenlik tedbirlerinin alınması gerekmektedir. Dökümhane için seçeceğiniz yer mümkünse bahçe gibi bir açık alan olmalı , yada havalandırması çok iyi olan bir mekan olmalı. Sıcaklığa dayanıklı eldiven ve çıkan gazlardan korunmak için uygun bir yüz maskesi kullanılmalıdır.

Mini dökümhane fikri, Grant Thompson adlı bir YouTube yayıncısına ait. Üye sayısı bir hayli kabarık olan Thompson’un yaklaşık 5 milyonu aşkın üyesi bulunuyor.
İşin mantığı basit. Betondan bir saksılık içersinde ateş yakılıyor. Ve bu ateş , hazırlanan bir körük düzeneği ile sürekli destekleniyor. Bu sayede istenilen sıcaklık seviyesine çıkılıyor. Bu örnekte alüminyumun eriyip , sıvı hale geçtiği 660 derece civarı bir ısı elde ediliyor. Döküm çemberinin beton duvarı ısıyı içerde tutarak hem ısı kaybını önlüyor , hem de emniyetli bir çalışma olanağı veriyor. Alüminyum kaynağı olarak metal içecek kutuları kullanılıyor.
Alüminyum eridikten sonra uygun bir maşa ve eldiven yardımıyla muffin kabına dökerek , sonradan kullanım amaçlı stok yapılabiliyor , yada oluşturduğumuz kumdan (veya başka bir malzemeden) kalıba dökerek istediğimiz objeyi alüminyumdan oluşturabiliyoruz. Aşağıdaki video tüm prosesi özetliyor:
2015 ‘in son aylarında faaliyete geçen bulut tabanlı CAD yazılımı OnShape, “FeatureScript” adı altında yeni bir proje başlattı. Bu proje kapsamında CAD kodlama sistemini tüm kullanıcılara açarak, isteyen herkesin kendine özel eklenti ve uygulama geliştirmesinin önünü açtılar. FeatureScript’in kısıtlama getirilen tek yönü 2D çizim geliştirilememesi ve diğer CAD yazılımlarıyla FeatureScript üzerinden online entegrasyona izin verilmemesi.
OnShape , SolidWorks’den ayrılan bir grup yazılımcının girişimiyle kurulmuş bir platform. Platformun tüm özelliklerini ücretsiz kullanabilirsiniz. Ücretsiz kullanımda 100MB veri kısıtı ve 10 dosya sınırlaması mevcut. Başka hiçbir kısıtlama yok. Yazılımın en beğenilen yanlarından birisi asla yaptığınız çizimi kaydetmenize gerek olmaması. Buna rağmen eski çizimlerinizi eski hallerine döndürebilir veya eski hallerinden yepyeni modeller oluşturma şansına her zaman sahipsiniz.
Aynı çizim üzerinde aynı anda birden fazla kişi çalışabilir , çizimlerinizi isterseniz ekibinizin diğer üyeleriyle paylaşabilirsiniz. Tüm bunlar, sistemin bulut tabanlı olması sayesinde mümkün olabiliyor. OnShape’i PC , Mac , Tablet veya akıllı telefonlardan kullanmak mümkün. Önemli CAD formatlarına destek veriyor.
Aynı çizim üzerinde aynı anda birden fazla kişi çalışabilir , çizimlerinizi isterseniz ekibinizin diğer üyeleriyle paylaşabilirsiniz. Tüm bunlar, sistemin bulut tabanlı olması sayesinde mümkün olabiliyor. OnShape’i PC , Mac , Tablet veya akıllı telefonlardan kullanmak mümkün. Önemli CAD formatlarına destek veriyor.
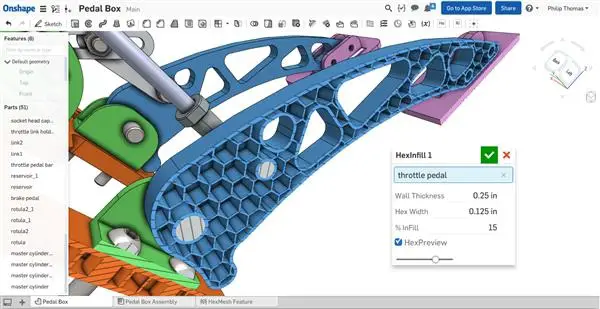
FutureScript özelliği OnShape‘i bir adım öteye taşıyıp , kullanıcının kendi ihtiyacına özel yazılımı geliştirmesine destek veriyor. Söz gelimi modellerinizde sürekli özel bir köşebent tasarımı kullanıyorsanız , bu tasarımı isteğinize göre bir eklenti haline getirdikten sonra ilerleyen zamandaki tasarımlarınıza kolayca ilave edebilirsiniz. Oluşturduğunuz eklenti yada uygulamaları isterseniz OnShape topluluğundaki diğer kullanıcılarla paylaşabilirsiniz. Paylaşım şeklinizi ücretli veya ücretsiz olarak belirlemek sizin tasarrufunuza kalmış. Ya da paylaşımda bulunmayıp , sektördeki rakiplerinize karşı avantajlı yanınız olarak kalmasını sağlayabilirsiniz.
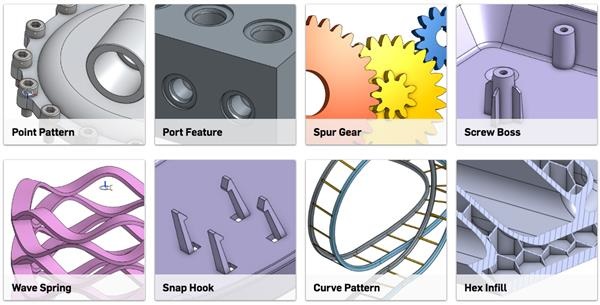
OnShape AppStore‘da dış kaynaklı yazılım geliştiricilerinin OnShape’e özel uygulamalarını da bulabilirsiniz. Bulut tabanlı bir yazılım olması nedeniyle güçlü donanıma gerek kalmadan oldukça ileri seviyede modelleme yapılmasına izin veren OnShape’in başarısı diğer CAD geliştirici firmalarına da örnek oluşturuyor. OnShape’in bulut tabanlı hamlelerinden sonra Autodesk de kendi yazılımı Fusion 360’ı bulut tabanlı özelliklerle donatmaya başladı. Fakat Fusion 360’ı kullanabilmek için mutlaka belirli bir seviyenin üzerinde donanım gerekmektedir. Zira yazılımın mutlaka cihazınıza kurulması gerekiyor. OnShape‘in cihazlara kurulma zorunluluğu yok. İsterseniz doğrudan web tarayıcınızdan bir internet bağlantısı üzerinden hemen kullanmaya başlayabilirsiniz. Bu bir avantaj olsa da aynı zamanda bir dezavantajı da bünyesinde barındırıyor. OnShape’in rakiplerine göre en zayıf noktası da bu.Yani mutlaka bir internet bağlantısına gerek duyuyor.
elektroloom’u konvansiyonel tekstil üretim makinalarından ayıran en önemli özellik ise tabii ki de işini yaparken iğne ipliğe gerek duymaması ve dolasyısıyla dikişsiz bir şekilde üretimi gerçekleştirebilmesidir

3D Yazıcı ile Tekstil İmalatı
Her geçen gün hayatımızda yeni bir alanda gördüğümüz3 boyutlu yazıcılar şimdi de tekstil üretim alanında da kendine yer edinmiş durumda. “Electroloom” yeni bir 3 boyutlu yazdırma teknolojisinin kullanıldığı bir tekstil imalat makinası olarak karşımıza çıkıyor; konvansiyonel tekstil üretim makinalarından farkı ise tabii ki de işini yaparken iğne ipliğe gerek duymaması ve dolayısıyla dikişsiz bir şekilde üretimi gerçekleştirebilmesidir.
“Electroloom”’da üretilecek olan tekstil işi dikişsiz ve yekpare bir şekilde üretilmek üzere ilk olarak sanal ortamda tasarlanıyor. Elde edilen tasarım tıpkı diğer bütün yazıcılarda olduğu gibi arayüz programı ile birlikte yazıcının üretimi yapabileceği formata dönüştürülüp aktarılıyor ve kullanıllacak malzeme cihaza entegre edilerek üretime başlanıyor. Malzeme olarak polyester-pamuk kompozit yapıdaki malzeme kullanıyor ve geleneksel versiyonuyla birebir aynı özellikleri sergiliyor. Bu kompozisyon ilk olark sıvı halde bulunuyor makinanın çalışma prensibince bu sıvı kompozisyon cam elyaf üretimindeki elektro -spin yöntemi le üretim platformunda tasarlanan formda tekstil lifi halinde ürünü oluşturuyor.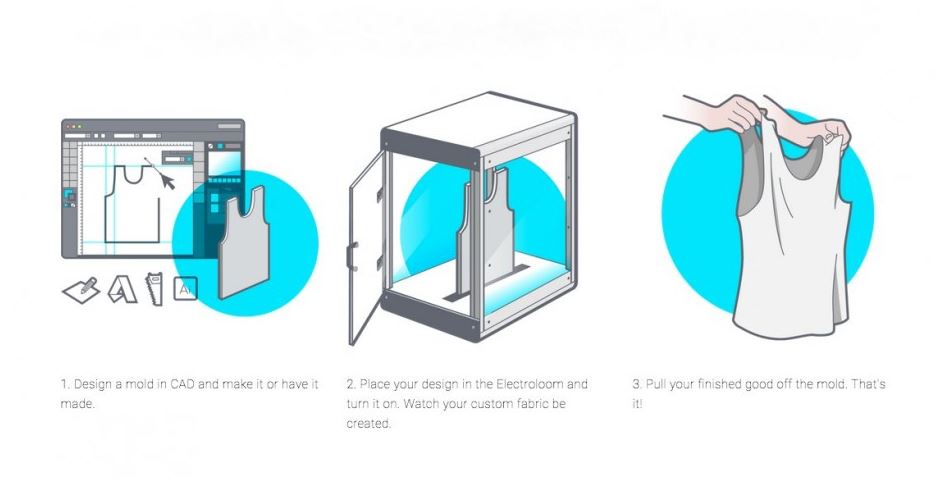

Geleneksel tekstil üretimindeki seri üretim kapasitesi bu yöntem ile erişmek şu an için pek mümkün olmasa da yetkililer tek hammadde şarjında 3 adet etek yada 4 adet tişörtün üretiminin yapılabildiğni açıklıyorlar.
Arçelik’in teknik koordinatörü Metin Bilgili’nin PlastEuroasia Fuar’ında yaptığı açıklamalar plastik sektöründe 3D yazıcıların kullanılmasının önemine dikkat çekiyor. Bilgili , üretim hatlarında kullandıkları plastik parçaların çoğunluğunu kalıplı plastik tekniği ile yaptıklarını , ancak 3D yazıcı teknolojisinin kullanılmasıyla kalıplı plastik yöntemiyle üretilemeyen parçaların üretiminin mümkün olduğunu belirtiyor.Arçelik , kendi bünyesindeki kalıphanede ürettiği kalıplara ilave olarak ihtiyacının %40’ını dışardaki kalıphanelerde yaptırıyor. Bilgili açıklamasında 3D yazıcılardan kalıp üretiminde de yararlandıklarını belirtiyor. Bu sayede daha hassas ve çabuk kalıp üretmenin olanaklı olduğunun altını çiziyor.
Şu anda Avrupa’nın en büyük ikinci ev aletleri üreticisi konumundaki Arçelik’in teknik koordinatörü Metin Bilgili’nin yukarıda belirttiğimiz nedenlerden ötürü tüm plastik üreticilerine yaptığı çağrıya ek olarak ileride 3D yazıcıda plastik parçaları üretilen makinaların yedek parçaları neden evlerdeki 3D yazıcılarda üretilmesin ? diyoruz. Bu durumda lojistik masrafları düşecek , firmalar yedek parça stoklarını azaltma yoluna gidecektir. Tüm bunların çevre ve ürün maliyeti üzerine olumlu etkileri olacaktır.
3 Boyutlu Yazıcıda ABS ve PLA Malzeme Farkları:
3 Boyutlu yazıcınız var ya da 3 boyutlu yazıcı araştırıyorsunuz, görünüşe göre , piyasada sadece abs ve sadece pla ya da abs + pla baskı alabilen ürünler mevcut.Sonuç olarak kendinizi ABS ve PLA arasındaki farkı bilmek zorunda hissediyorsunuz.
3D printerlar için çok çeşitli malzemeler geliştirilmesine rağmen şunu farkedeceksiniz ki PLA ve ABS iki baskın malzeme olarak karşınıza çıkacak. ABS ve PLA , her iki malzeme de termoplastikler olarak bilinirler; ısıtıldıklarında yumuşayan hatta kalıplanabilen ve soğuduğunda ise katı bir şekle bürünebilirler.
Bu sürek defalarca tekrarlanabilir.Eriyebilmeleri ve yeniden işlem görebilmeleri onları en yaygın 3D printer materyali haline getirmiştir.
Çok fazla çeşit termoplastik olmasına rağmen şu an çok çok az bir kısmı 3D yazıcılarda aktif olarak kullanılmaktadır.
Bir malzemenin 3D yazıcıya uygunluğunu ispatlaması için , farklı testleri başarıyla geçmek zorundalar.İlk Ekstrüzyon, ikinci ekstrüzyon ve 3D yazma sırasındaki sürecin ardından uygulamanın sonuna gelinir.
Saklama Koşulları:
Abs ve PLa malzemelerden her ikiside kullanım öncesi uzun ömürlü olabilmelri için, atmosfer ortamından abzorve edilirler ki havadaki nemden etkilenmesinler. Ama bu market rafından bir hafta beklemiş bir malın bozulduğu anlamına gelmez,fakat uzun süre açıkta durması sonucunda neme maruz kalması filamente zararlı etkilerde bulunabilir, her ikisi de 3D yazma sürecini ve eldi edilen parçaların yüzeylerinde kalitesini etkiler.
ABS:
Nem ile yüklü abs baloncuk yama eğilimindedir ve yazma sırasında yazıcının ucundaki nozzle dan fışkırır gibidir, parçanın görsel kalitesinde ,parça doğruluğunda, dayanımında azalma olur bu durum aynı zamanda nozzle ın ucunda tıkanma riski taşımaktadır. ABs kolaylıkla sıcak hava ( mükemmel derecesinde kuru) kaynakları ile kurutulabilir .
PLA:
PLa neme karşı farklı bir tepki gösterir, baloncuklara ya da nozzle dan fışkırmalara ek olarak renk değişimi ve 3D yazılmış parça özelliklerinde azalma görülebilir. PLA çok yüksek sıcaklıklarda su ile reaksiyona girer ve depolarize olur. PLa kurutma operasyonu meyve kurutan kaplar kadar basit şekilde kurutulabilir fakat bu PLa nın kristallik oranını, 3D baskı alırken ki extruzyon sıcaklığını ve diğer extruzyon karekteristiklerini etkiler.
Koku:
ABS: Abs malzeme ile yazma işlemi yapılırken genellikle göze çarpar bir sıcak plasitk kokusu hissedilmektedir. Bundan şikayetçi olanlar olduğu gibi dikkate bile almayanlar ya da okadar da dayanılmaz bulmayanlar da var.
PLA: Diğer taraftan PLA , şekerden elde edilmiş olmasının verdiği sanki yarı şekerli bir yağa benzer bir koku salar.
Parça Doğruluğu:
ABs ve PLa , her ikisi de ölçüsel olarak doğru parçalar üretme kabiliyetine sahiptirler. Ama genede bir kaç ufak farklılıktan bahsetmeye değer.
ABS:
Çoğuna göre en büyük ABS de doğru parça almaya engel olan şey malzemnin yazma tablası üzerine temesıdır. yazma yüzeyinin ısıtılması ve ve düzgünlüğünün kombinasyonu sağlandığında bu engel elimine edilebilmektedir. Ek olarak bulunmuş bazı ek çözümlerden biride yazdırma tablası üzerine aseton sürülmesi ya da saç spreyi sıkılmasıdır.
PLA:
ABs ile kıyaslandığında , PLa çok çok daha az oranda çarpılma yaşamaktadır. bu nedenle , ısıtmalı tabla olmadan dahi yazdırma tablasına sadece mavi boyacı bandı yapıştırarak başarılı baskılar alabilmek mümkündür. İronik olarak, her zaman olammakla birlikte , ısıtmalı tabla ,plastiğin yukarı doğru bükülmesine izin vermektedir.
Eğer sağlıklı bir soğutma gerçekleştirilebilirse PLa ile çok daha keskin ve detaylı yazılmış köşeler , çarpılma ya da kıvrılma olmadan yazdırılabilir.
Soçuç :
Sayısız nedeni sadeleştirirsek
ABS: Dayanıklı , esnek , mekanik , ve yüksek sıcaklıklara dayanımından ötürü mühendisler , ve profesyonel
Uygulamacılar tarafından en çok tercih edilen plastik konumunda. Sıcak plastik petrol bazlı plasitk gibi kokar.Ek olarak ısıtmalı tabla demek oluyor ki bazı printerlar her dayanımdaki ABS parçaları basmaya izin veriyor.
PLA: Ulaşılabilir bir çok renk seçeneği , gösterişli evde kullanılabilecek bir çok malzeme yazımında rahatlıkla kullanılabilir.PLA daha yüksek yazma hızlarına , daha düşük katman kalınlığında yazma kabiliyetine, ve çok daya keskin köşeler yazılabilmesine imkan vermektedir. Çok az çekme aşamasından ötürü, ev tipi yazıcı kullanıcıları , hobi sahipleri ve okullar için vazgeçilmezdir.
SolidWorks Enterprise PDM
CAD araçları ve bilgisayar programları hızla gelişiyor, bu hızlı değişimin bir sonucu olarak da iş hayatımızdaki her süreci elektronik belgelerle yürütür hale geliyoruz. Müşteri ve satıcılarımızla e-mail yolu ile iletişime geçiyor, siparişleri mail ile alıyor, tasarımları bilgisayarda çiziyoruz. Farkında olmasak da elektronik belgeler hayatımızdaki önemini her geçen gün artırıyor. Eskiden basılı belgeleri dayanıklı kasalarda saklardık, sizce de bugün elektronik belgelerimiz için dayanıklı kasalara ihtiyaç duymuyor muyuz?
Bu belgelerin saklanmasında karşılaşılan ve birçok kişinin de yanıldığı en önemli nokta dosyaları bir sunucuya depolamanın yeterli olduğu görüşü. SolidWorks Ürün Veri Yönetimi (PDM) konusunda kendimizi eğitmektense belgeleri daha az güvenli bir ortamda saklamayı daha kolay bir yöntem olduğu için tercih ediyoruz. Halbuki, PDM çok daha güvenilir, kolay erişilir ve işyeri verimliliğini artıran bir yaklaşımı bize sunuyor. Bunun nasıl olacağı hakkında bilgiler edinmeye ve sorularımıza yanıt aramaya şimdi başlıyoruz…
Ürün Veri Yönetimi (PDM) hakkında bilgim yok, PDM nedir?
SolidWorks Ürün Veri Yönetimi tüm tasarımlar üzerinde tam kontrol sağlayan, dosyaların güvenli bir şekilde saklanmasını ve dosyalara parça numarası, açıklama ya da iş akışı durumu gibi çeşitli arama özellikleri girerek hızlı bir şekilde ulaşmanızı sağlayan bir programdır.
Neden PDM’ e ihtiyaç duyayım?
Birden fazla kullanıcı ile sorunsuz çalışmayı, dosyaları yeniden kullanabilmeyi ve yineleme sorununu azaltmayı istiyorsanız PDM’e ihtiyacınız var demektir. Bu program, firmanızın verimini yükseltmek, yenilik getirmek ve ürünleri geliştirmek için size fırsat verirken, dosyaları aramak için fazla zaman harcamamanızı da önleyecektir.
Bir örnek vermek gerekirse, kullanıcı hazırladığı tasarım dosyasında yenilik yaptığında dosyayı “Farklı Kaydet “ diyerek eskiden var olan dosyaya ek olarak sunucuya kaydeder. Bu durumda 100MB’lık dosyamızda 20MB bir değişiklik yapıldığında sunucudaki dosya yükü 220MB olacaktır. PDM‘de , bu yeniliği kullanıcı kaydettiğinde 20MB’lık yenilik 100MB’lık dosya üzerine kaydedileceğinden sunucudaki yükü 120MB olacaktır. Ayrıca, kullanıcı revizyonu ne zaman, ne amaçla yaptığını dosyaya kaydetmeden devam etmesine izin verilmemektedir. Kullanıcı değişse bile hangi revizyon hangi tarihte ne amaçla kim tarafından yapılmış otomatik olarak kaydedilir. Ayrıca revizyon, çıktı alınarak onaya götürülmeye gerek olmadan yöneticiye düşmekte ve “X kullanıcı, Y projede şu amaçla şu revizyonu yaptı “ şeklinde PDM tarafından yönetici onayına sunulmaktadır.
Diğer tarafta, dosya ararken zaman kaybetmenizi engeller demiştik. Kullanıcı gün içinde dosya aramaya ciddi zaman harcamakta, arama işlemi dosya adı ya da kaydeden kişi veya dosya uzantısı ile yapılmaktadır. Ancak PDM, dosya arama sürecini kolaylaştırır. Dosya içindeki herhangi bir kelime ya da materyal yazılarak arama kolaylıkla yapılmakta, böylece kullanıcıya gün içinde zaman kazandırmaktadır.
Ben Müdürüm, benim iş akışımda PDM ne kadar önemli?
SW Ürün Veri Yönetimi (PDM) araçları sadece takımın etkinlik ve verimliliğini artırmakla kalmıyor, iyi bir PDM sistemi, verilere hızlı erişim sağlayarak yönetim verimliliğinizi de artırıyor, proje durumu ve ECO onayları gibi konular için ayrıntılı rapor oluşturmanızı sağlıyor. Eğer üretim hatalarını azaltarak, ürünün piyasaya sürülmesindeki süreci hızlandırmak istiyorsanız PDM size yardım edecektir.
Yöneticilere açılan özel ekran sayesinde yürüttüğünüz projelerin hangi aşamada olduğuna, yapılan revizyonlara bilgisayarınızdan kolayca ulaşabilirsiniz.
PDM’ i kurmak ve kullanmayı öğrenmek zor bir süreç mi?
SolidWorks kurumsal veri yönetimi Windows® Explorer kullanır ve öğrenmek için hemen hemen hiç çaba gerektirmez. CAD uygulamaları ile sıkı entegrasyon halinde çalışır, dolayısıyla CAD arayüzünde kullanılmakta olan dosyaların durumunu kolayca görebiliyor olacaksınız.
Diğer veri yönetimi sistemlerinin aksine, PDM’i organizasyon içinde yaymak ve kullanmak son derece kolaydır. Her lisans, Microsoft® SQL sunucusu içerir ve şablonlar her bir dosya için istenilen bilgileri kaydeder. Üstün arayüzü ve gelişmiş yönetim araçları ile de, kullanıcılar, iş akışları ve yetkileri kolaylıkla tanımlayabilir, gerektiğinde değiştirebilirsiniz. Hızlı Başlangıç Programı sayesinde yazılımı 5 gün içinde kurarak çalışmaya başlayabilirsiniz.
Yurt dışındaki ofisimizde çalışanlar bu uygulamaya dahil olabilecek mi?
SolidWorks PDM, dünya genelinde farklı yerlerde olsa bile gruplar arasında iletişim ve işbirliği oluşturmaya müsait bir alt yapıya sahiptir. Birden çok yerde replikasyon (kopya) ve senkronize vaultlar (dosya kasaları) ile tüm grupların tasarımın aynı sürümü üzerinde çalışmasına olanak sağlayarak verimliliği artırır. Tasarım görevleri tamamlandığında, bildirimleri otomatik olarak doğru ekibe ve doğru kişilere gönderir.
SolidWorks PDM ayrıca yazıcı ve aygıtlar gibi ağ kaynaklarının paylaşı mına olanak tanır. Toplu baskılarınızı otomatikleştirebilirsiniz. Dosya çevirimleri paylaşılan kaynaklar (CPU) üzerinden günün durgun saatlerinde gerçekleştirilmesi için planlanabilir. Şirketiniz dünya çapında nasıl dağılmış olursa olsun, ekip çalışmasının arttığına şahit olabilirsiniz.
Yazımın başlığını “tüm akıllı nesneleri uzaktan kumanda amaçlı yazılım” olarak düzeltsem daha doğru olabilirdi. Fakat bu yazımın amacı Microsoft IoT yazılımını tanıtmak değil , bu yazılımın 3D yazıcılarla nasıl kullanılabileceğini sizlere duyurmak olduğu için tercihim böyle oldu.
Günümüzde akıllı cihaz çılgınlığı her alanda devam ediyor. Her nesne neredeyse akıllı sınıfına sokulmaya çalışılıyor.Akıllı fırın , buzdolabı , kapı kilidi v.s. Yaptığı işe göre en akıllı cihazlardan birisi olan 3D yazıcılar için bu terimi kullanan yok.
Artık bunda sonra o da olabilir. 3D yazıcınızı daha akıllı hale getirebilmek Microsoft IoT ile mümkün. 3D yazıcınızın içerisinde bulunan kendi bilgisayarının oluşturduğu verilere müdahale etmeden , İlk etapta yazıcınızı uzaktan izleme ve kumanda etme özelliklerini bir Raspberry Pi cihazına yüklenen Microsoft IoT yazılımıyla yapabilirsiniz. Gerektiğinde Raspberry Pi cihazına (mini bilgisayarına) bir harici kamera modülü takıp uzak bir mesafeden başka bir bilgisayardan gözlem yapabilirsiniz. Ya da baskı işlemi bittiğinde size bir mesaj gelmesini ayarlayabilirsiniz.
Microsoft IoT , şimdilik belirli 3D yazıcılara destek veriyor. (Lulzbot Taz 6, Makergear M2, Printrbot Play, Plus and Simple, Prusa i3 and i3 Mk2, Ultimaker Original and Original+, Ultimaker 2 and 2+ and Ultimaker 2 Extended and Extended+)
Günümüzde akıllı cihaz çılgınlığı her alanda devam ediyor. Her nesne neredeyse akıllı sınıfına sokulmaya çalışılıyor.Akıllı fırın , buzdolabı , kapı kilidi v.s. Yaptığı işe göre en akıllı cihazlardan birisi olan 3D yazıcılar için bu terimi kullanan yok.
Artık bunda sonra o da olabilir. 3D yazıcınızı daha akıllı hale getirebilmek Microsoft IoT ile mümkün. 3D yazıcınızın içerisinde bulunan kendi bilgisayarının oluşturduğu verilere müdahale etmeden , İlk etapta yazıcınızı uzaktan izleme ve kumanda etme özelliklerini bir Raspberry Pi cihazına yüklenen Microsoft IoT yazılımıyla yapabilirsiniz. Gerektiğinde Raspberry Pi cihazına (mini bilgisayarına) bir harici kamera modülü takıp uzak bir mesafeden başka bir bilgisayardan gözlem yapabilirsiniz. Ya da baskı işlemi bittiğinde size bir mesaj gelmesini ayarlayabilirsiniz.
Microsoft IoT , şimdilik belirli 3D yazıcılara destek veriyor. (Lulzbot Taz 6, Makergear M2, Printrbot Play, Plus and Simple, Prusa i3 and i3 Mk2, Ultimaker Original and Original+, Ultimaker 2 and 2+ and Ultimaker 2 Extended and Extended+)

Microsoft tarafından yapılan açıklamalara göre ilerleyen zamanda çok daha fazla sayıda kişisel 3D yazıcı modeli Microsoft IoT tarafından desteklenecek.
Kişisel 3d yazıcınızı kablosuz hale getirmek için yapmanız gerekenler:
- Bir Raspberry Pi 3 satın alıyorsunuz. (Raspberry Pi’nin bu son çıkan modelinde wifi ve bluetooth desteği var. eski versiyonlarda bu destek yok)
- Raspberry Pi üzerine internetten ücretsiz olarak indireceğiniz Microsoft IoT yazılımını kuruyorsunuz.
- Gereken bağlantıları yaptıktan sonra (Raspberry Pi , kablolarla yazıcınıza ve güç kaynağına bağlanıyor) bilgisayarınızda windows uyumlu bir slicer açıyorsunuz.
- Windows uyumlu slicer olarak hali hazırda yine Microsoft mağazadan ücretsiz olarak indirebileceğiniz 3D Builder uygulamasını kullanabilirsiniz.
Microsoft IoT ‘nin kurulumu ve kullanımı için daha detaylı bir anlatımı bu linkte bulabilirsiniz.
Microsoft bu girişimiyle 3D yazıcılar konusundaki çalışmalarını daha da ileri götürme niyetini açıkça belirtmiş oldu. Bilindiği üzere Microsoft’un kurumsal yapısı içerisinde 3D yazıcılar birimi var ve buradaki personel mesaisini tamamıyla bu konuya ayırıyor. Ayrıca 3D yazıcı kullanıcılarının “açık kaynak” konusundaki eğilimini ve hassasiyetini bildiklerinden çıkardıkları uygulamalar genelde ücretsiz ve açık kaynaklı oluyor. Microsoft websitesi üzerinden , geliştiricilere kendi Windows 3D Printing SDK‘sını indirmeleri ve çalışmaları için çağrıda bulunuyor.
Sac kalıpları kesme boşluğunun hesaplanması
Malzemeye cinsine ve kalınlık ölçülerine göre sac levhaların kopma mukavemeti ile bağlantılı olarak kesme kalıplarında dişi veya kesme zımbalarına kesme boşluğu verilir aşağıdaki panoda kolayca bunu hesaplayabilirsiniz.
Malzemenin çekme dayanımları N/mm2 hesabını kesilecek olan sac levhanın özelliğine göre değişmektedir. bunu ise sac levhayı satın aldığınız firma ile çekme kopma dayanımını mutlaka öğreniniz yada standart kopma çekme dayanımları ortalama olarak aşağıda beliteceğim.
%0.10 C ÇELİKLER
tavlanmış çelikler 250-300 N/mm2
soğuk haddelenmiş çelikler 350-400 N/mm2
%0.20 C ÇELİKLER
tavlanmış çelikler 300 N/mm2
soğuk haddelenmiş çelikler 350-400 N/mm2
%0.30 C ÇELİKLER
tavlanmış çelikler 350 N/mm2
soğuk haddelenmiş çelikler 400-450 N/mm2
PASLANMAZ ÇELİKLER 400 N/mm2
SİLİSYUMLU ÇELİKLER 450 N/mm2
FİBER 180 N/mm2
KURŞU 25 N/mm2
KALAY 35 N/mm2
ALUMİNYUM 25 N/mm2
ÇİNKO 100 N/mm2
BAKIR 155 N/mm2
PİRİNÇ 200-250 N/mm
NİKEL 250 N/mm2
Bir sürü tasarım fikriniz var ve çizim defteriniz bu fikirlerle doldu taştı. Bu fikirleri canlı canlı görmek hatta elinize almak istemez miydiniz? Malum günümüzde pek çok 3D Tasarım programı mevcut, kimileri oldukça da basitleştirilmiş ama yine de size karmaşık geliyor olabilir. Yada başka bir açıdan bakacak olursak amacınız sadece kağıt üzerindeki çizimlerinizi hızlıca 2 boyuttan 3 boyuta taşımak olabilir. Bunun için de bir çok 3D tasarım programından birini seçip öğrenmeye çalışmak yerine daha basit bir önerimiz var!
3D Tasarım artık fotoğraf çekmek kadar kolay!
Makerbot yeni çıkardığı uygulaması ShapeMaker ile tasarımlarınızı 2 boyuttan 3 boyuta hızlı ve kolay bir şekilde taşımanıza olanak sağlıyor. Ücretsiz olarak bilgisayarınıza indirebileceğiniz bu uygulama ile siz de kıyıda köşede kalmış tasarımlarınızı 3 boyutlu hale getirebilir, bir 3D yazıcıda basarak gerçeğe dönüştürebilirsiniz.
Üstelik sadece 3 adımda bu işlemi yapmak mümkün: Fotoğrafını Çek, Düzenle, Bastır, hepsi bu kadar.
Sıklıkla karşılaştığım sorulardan bir tanesi fotoğraf yoluyla 3D model elde edilip edilemeyeceğidir. Bu sorunun cevabı kısmen “evet” olarak verilebilir. Bu 3D modelden neyi kastettiğinize bağlıdır. Birden fazla sayıda (20-250 adet) foto çekerek gerçek bir 3D model oluşturabilirsiniz. Fakat tek bir fotoyla bir 3D replika yapamazsınız. Olsa olsa lithopane(özel bir 3D baskı yöntemi) veya rölyef kabartma yapabilirsiniz.
Fotoğraftan 3D replika (birebir 3D model) oluşturma yöntemlerinden daha önce bahsettim. Lithopane ve rölyef oluşturmada kullanabileceğimiz bir başka ücretsiz yazılımı sizlerle paylaşmak istedim: BMP2IGES
Bu yazılımla istediğiniz bir fotoğraftan rölyef veya lithopane oluşturabilirsiniz. Yapmanız gereken ücretsiz yazılımı indirmek , istediğiniz bir fotoyu (yazılımın belirttiği çözünürlüklerde olmak kaydıyla) açmak ve bu resmi STL formatında bilgisayarınıza kaydetmektir. Daha sonra bu stl dosyasını netfabb veya tercih edeceğiniz bir 3D yazılımında açtıktan sonra yüksekliğini (genellikle Z-ekseninden) %50 kadar ölçeklendirmeniz gerekiyor. Bu ölçeklendirme miktarı rölyef mi yoksa lithopane mi yapacağınıza bağlı olarak değişebilir.
Fotoğraftan 3D replika (birebir 3D model) oluşturma yöntemlerinden daha önce bahsettim. Lithopane ve rölyef oluşturmada kullanabileceğimiz bir başka ücretsiz yazılımı sizlerle paylaşmak istedim: BMP2IGES
Bu yazılımla istediğiniz bir fotoğraftan rölyef veya lithopane oluşturabilirsiniz. Yapmanız gereken ücretsiz yazılımı indirmek , istediğiniz bir fotoyu (yazılımın belirttiği çözünürlüklerde olmak kaydıyla) açmak ve bu resmi STL formatında bilgisayarınıza kaydetmektir. Daha sonra bu stl dosyasını netfabb veya tercih edeceğiniz bir 3D yazılımında açtıktan sonra yüksekliğini (genellikle Z-ekseninden) %50 kadar ölçeklendirmeniz gerekiyor. Bu ölçeklendirme miktarı rölyef mi yoksa lithopane mi yapacağınıza bağlı olarak değişebilir.
|
|
|
|
Z ekseninde sağdaki resme göre daha az küçültme yapılmış.
|
Dosyayı incelttikçe ışık geçirgenliği artacaktır.
|
[vc_row][vc_column width=”1/1″][vc_column_text]
Ağır metallerin üretim süreçlerinde bilim insanlarını oldukça zor durumlara soktuğu bilinen bir gerçek. Çoğu projenin rafa kaldırılmasına neden olan bu soruna dünyanın en büyük uçak üreticisi Boeing’in ARGE sorumlusu olan HRL Laboratories devrim niteliğinde bir buluşa çözüm buldu.
HRL Laboratories, %99.99 havadan oluşan, 3D açık hücresel polimer yapısı ve içi boş küçük metalik tüpler kullanılarak geliştirilen Microlattice adlı yeni ürünlerini dünyanın en hafif metali olarak lanse etti. Bilim adamları bu aerojel ve metalik köpüklerden oluşan Microlattice’in rastgele hücresel bir yapıya sahip olmasından dolayı daha az enerji emici ve güçlü olduğunu belirtti. Prototip aşamasındaki bu yeni metalin hafiflik ve sağlamlığıyla başta uçaklar olmak üzere birçok alanda kullanılması öngörülüyor. Böylece üretim, nakliye ve montaj süreçlerinden muazzam kolaylık ve yakıt tasarrufu sağlaması bekleniyor.
[/vc_column_text][/vc_column][/vc_row]
[vc_row][vc_column width=”1/1″][vc_column_text]
- ınstructables’da 3D Baskı için Ücretsiz Quadcopter Tasarımı
Bugünlerde quadcopterler ve insansız hava araçları çok revaçta konular. Sadece son birkaç haftada 3D basılmış Hovership , ELF Quad ve Quad Racer için bir “Kickstarter” projesi gibi çeşitli tasarımlar ve projeler internette yer aldı. Ve şimdi de kullanma kılavuzu yardımıyla kendi kendinize kolaylıkla kurabileceğiniz yeni bir tanesi Instructables sitesinde yerini aldı.
Rakiplerinin aksine bu projenin gösterişli bir ismi yok, ama kendisi bu eksiği telafi ediyor. Bu quadcopter benzerlerine göre daha kolay bir şekilde kendiniz kurabilirsiniz, bu sayede önemli miktarda para tasarrufu yapabilirsiniz. Ayrıca bu helikopter hava gemisinden biraz daha büyüktür ve tasarımı karesel olduğu için bütün elektronik aksam 3D basılmış iskeletine rahatlıkla yerleştirilebilir. Bu havalı Arduino destekli mekanizma herkesin ihtiyacına cevap verecek şekilde ister bir android uygulamasıyla ister daha geleneksel bir yöntem olan R/C kumandasıyla kontrol edilebilir.
Bu özel tasarım Instructable sitesinden kullanıcı isimleri Nolan5454, BobBurghart, CoreyOrlovskey ve RichardP4 olan dört kişilik bir takım tarafından yapıldı. Bu dört arkadaş hakkında fazla şey bilinmese de Nolan 5454 kullanıcı bilgilerine göre sadece 17 yaşında ve eğer bu doğruysa daha bu yaşta olağanüstü bir başarıya imza attı demektir. Söylediğine göre bu hava makinesi üzerinde çalışmaya Aralık 2013’de, tasarımı tamamen kendilerine ait bir insansız hava aracı yaratma amacıyla başlamışlar.
Bütün farklı parçalar popüler tasarım programı Autodesk Inventor kullanılarak tasarlanmış ve Makerbot 2x Replicator 3D Yazıcı kullarak basılmış. Yazıcının ayarlarının her zaman yüksek kalite olarak seçilmesini, baskı platformunun 100 dereceye baskı kafasının ise 240 dereceye ısıtılmasını öneriyorlar. Filaman seçimlerini ise şöyle açıklıyorlar: “Biz ABS yerine PLA plastik kullandık çünkü bizim yazıcımızda basılmış PLA parçalar daha dayanıklı görünüyordu”. Aslında herhangi bir FDM 3D yazıcıda da benzer sonuçlar elde edilebilir.
Ve açık-kod ruhuna uygun olarak bütün bu dosyalar ücretsiz olarak STL formatında temin edilebilir. Ayrıca onlarla çalışacak ve kendi dört kanatlı insansız hava araçlarını 3D olarak basacak herkese kapıları açık.
Tasarımlarını kolay-montaj mantığıyla yapmışlar. Her kol aşağı yukarı 9 inç uzunluğunda ve üç tane 4 inç vida ile birbirlerine bağlanabilecek şekilde tasarlanmışlar. Hareketi ve kaza hasarlarını kısıtlayabilmek için iskelet her şeyin bağlandığı sağlam parçalardan oluşuyor.
Elbette hangi büyüklükte olursa olsun her dört quadcopterin bir de kontrolöre ihtiyacı var. Dört arkadaşın açıkladığı gibi tasarımları bir ArduPilot 2.6 platformu etrafında oluşturulmuş. Buna ek olarak bir güç dağıtım panosu, dört hız kontrol aleti, dört motor ve helikopter üzerinde sağlam bir şekilde durması gereken bir FM alıcıları var.
Neyse ki bu makineyi oluşturabilmeniz için gerekli olan bütün malzemeleri satan internet mağazalarının linklerini veriyorlar. Başka bir önemli konu da tasarım – GPS ve FM kontrol cihazı hariç – bütün parçalar iskeletin içine yerleştirecek şekilde yapılmış ve bu şekilde parçaların çarpışmalara karşı savunmasız olması engellenmiş. Sonuç olarak yaklaşık 500 $ harcayarak kendinize ait quadcopterinizi yapabilirsiniz.
Bu proje işte bu kadar zevkli ve yapması diğerlerine göre daha kolay. Kendinize ait insansız hava aracınızı kurmanız için buradaki dosyaları indirmeniz ve geniş kapsamlı kullanma kılavuzundaki talimatları izlemeniz yeterli.
[/vc_column_text][/vc_column][/vc_row]
3D yazdırılmış ürünlerde zaman zaman istenmeyen (aslında çoğu durumda istenmez) katman izi , bazılarımızın hoşuna gidebilir. Veya ürünün fonksiyonelliğine negatif bir etkisi olmadığı için sineye çekilebilir. Bu izleri ortadan kaldırmak için sıklıkla uygulanan bir metod aseton buharı veya banyosu kullanılarak yüzeyi eritmektir. Bu yöntemi sadece ABS kullanılan baskılarda kullanabiliriz. PLA veya diğer materyallerle yapılan baskılarda , asetonla yüzey düzgünleştirmek mümkün değildir.
Bu gibi durumlarda Smooth-On firmasının ürünü olan XTC-3D epoksi kaplaması aracılığıyla katman izlerinden kurtulmak olanaklıdır. Konuyla ilgili Fabbaloo internet sitesinin yaptığı denemeleri sizlerle paylaşmak istedim:
Bu gibi durumlarda Smooth-On firmasının ürünü olan XTC-3D epoksi kaplaması aracılığıyla katman izlerinden kurtulmak olanaklıdır. Konuyla ilgili Fabbaloo internet sitesinin yaptığı denemeleri sizlerle paylaşmak istedim:
Smooth-On A ve B olarak iki farklı sıvı ve kit halinde gelen bir epoksidir. Birbirlerine eşit miktarlarda karıştırıldıktan sonra 1-2 saat içerisinde tamamen sertleşerek yüzeyde koruyucu parlak bir tabaka oluşturur. Karışımlardan bir tanesi süt renginde koyu kıvamlıyken diğeri akışkan ve saydam renktedir. XTC-3D kit halinde 24 dolara satılıyor. Kitin içerisinde A ve B karışım sıvıları haricinde uygulama fırçası , karışım kabı ve karıştırma çubuğu geliyor.
Tabii ki uygulanacak cismin şekline bağlı olarak , parçayı asılı tutup , kurumasını bekleyeceğimiz bir askılık gerekebilir. Epoksinin çevreye bulaşmaması için genişçe bir örtü üzerinde çalışmakta fayda var. XTC-3D’nin MSDS (malzeme güvenlik bilgileri) dökümanı bir hayli kabarık. Epoksilerin ne kadar tehlikeli olduklarını bilmeyenimiz yoktur. Bu nedenle kullanırken cilt veya vücudumuzun herhangi bir yeriyle temasından kaçınmak gerekir.
Fabbaloo ekibi test için aynı STL dosyasını üç değişik katman kalınlığı ayarında yazdırmış:
0.1mm , 0.2mm ve 0.4mm .
0.1mm , 0.2mm ve 0.4mm .
XTC-3D ‘nin A ve B komponentleri ilk karıştırıldıklarında ortaya bir miktar ısı çıkıyor. Bu nedenle çok fazla miktarda hazırlamamakta fayda var. A ve B karışımları mutlaka eşit miktarlarda kullanılmalı aksi halde karışımın kuruma süresi uzayabiliyor.
0.4 mm.lik baskıya uyguladıklarında katman izlerinin kaybolmadığını görseler de karışımın şeffaf olmasından dolayı bu görüntünün bizi yanılttığını anlıyoruz. Modele dokunulduğunda pürüzsüz ve parlak bir yüzeyin oluştuğu anlaşılıyor. Katman görünümü istenirse bir kat boya uygulamasıyla tamamen ortadan kaldırılabilir.
0.2 mm lik baskıda ise katman görünümünde rahatsız edici ize rastlanmıyor. Burada dikkat edilmesi gereken şey , XTC-3D karışımını 0.2 mm gibi hassas ve ince katman kalınlıklarında daha az kullanmak gerektiğidir. 0.4mm.lik baskıda kullanılan XTC-3D miktarı , 0.1 ve 0.2 mm lik baskılara kullanılanların toplamı kadarmış.
Yukarıda gördüğümüz 0.1mm lik baskıda herhangi bir sorun yok. Herşey mükemmel. 0.2 mm’lik baskı da iyiydi fakat aşağıdaki resimde olduğu gibi biraz yakından bakılınca az da olsa katman izlerini görmek mümkün:
Bu uygulamalardan anladığımız kadarıyla XTC-3D’yi tüm 3D baskılı yüzeylerin katman izlerinin düzeltilmesinde başarılı bir şekilde kullanabiliyoruz. Tek sıkıntılı olabilecek parçalar birbirine sıkı geçme çalışan hareketli parçalarda olabilir. Çünkü XTC-3D uygulandıktan sonra modelde bir miktar hacimsel büyüme olabilmekte bu durum sıkı geçme hareketli parçalarda işlev sorunlarına yol açabilmektedir. Sonuç olarak XTC-3D’nin burada bahsettiğimiz istisna dışındaki tüm 3D baskılarda başarıyla kullanılabilecek bir ürün olduğu anlaşılıyor. Bu incelemesi için Fabbaloo‘ya teşekkür ediyoruz…
[vc_row][vc_column width=”1/1″][vc_column_text]
3D Printer ile Protez Yapan Öğretmenler
3D baskılamanın sağladığı olanaklar herkesi heyecanlandırıyor, 3D baskı ile üretilmiş uzuvlardan titanyum bacak ve ellere kadar bu teknoloji insanların hayatını iyileştiriyor. Son başarı iki ortaokulu öğretmeninin 7 yaşındaki bir erkek çocuğuna hediye olarak yaptıkları 3D baskı ile üretilmiş el.
Frankie, Massachusetts’de yaşayan ve sağ elinin parmakları doğuştan olmayan 7 yaşındaki bir erkek çocuğu. Annesi Rachel, 3D baskı ile üretilmiş protezlerle ilgili internette videolar izledikten sonra E-Nabling the Future (geleceğe imkan verme) isimli topluluğa katıldı. Bu3D baskılamayı dünyaya bir “Yardım Eli” uzatmak için kullanan bir grup tutkulu gönüllü tarafından kurulmuş bir topluluk.

Rachel, Frankie için protez el yapmak isteyen gönüllülerin olduğu bir Google+ grubuna katıldı. Bu gönüllülerden birisi Massachusetts’teki Marshall Simonds Ortaokulu’nda 8. sınıf fen öğretmeni olan Jourdan Marino’ydu.
Marino, okulda teknoloji eğitimi dersini veren Kevin Kille ile birlikte bir yandan öğrencilerine 3D baskılamayı ve hangi alanlarda faydalı olabileceğini öğretirken bir yandan da 3D baskı ile protez el üretmeye çalışıyordu.
Marino yaşadıklarını şöyle özetliyor “Kişisel olarak öğrencilerimin şunu bilmesinin çok önemli olduğunu düşünüyorum. Yalnız bir şekilde hayatınıza devam ederken birden bire bunun gibi bir konu karşınıza çıkabilir ve bir başkasının da desteğiyle birşeyler yapıp birinin hayatını değiştirecek kadar önemli olabilecek bir şey yapabilirsiniz.”


Marino ve Kille hareket edebilen protez elleri nasıl yapacaklarını öğrendiler ve bu bilgiyi öğrencilerine aktardılar. Bir çok farklı tasarım denedikten sonra Frankie’nin ilk eli olarak Ody Hand isimli tasarımı seçmeye karar verdiler.
Peter Binkley’in tasarımı olan Ody Hand, küçük avucu ve kısa menzilli hareket kabiliyetiyle çocuklar için bir başlangıç eli olması niyetiyle tasarlanmış. 5 yerine 3 elastiğin direnciyle uğraşmak daha kolay olacağı için iki parmak ve bir başparmağı olan bu el, sol elinin parmakları olmayan ve bileği beş parmaklı el tasarımlarından birini kullanabilecek yetiye sahip olmayan, Yunanistan’da yaşayan Odysseus isimli küçük bir erkek çocuğu için tasarlanmış.
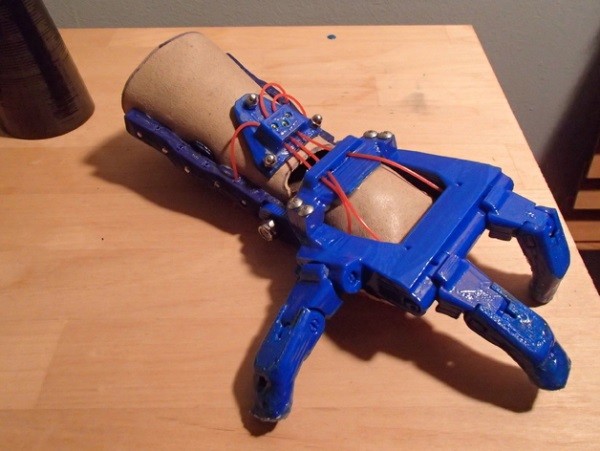
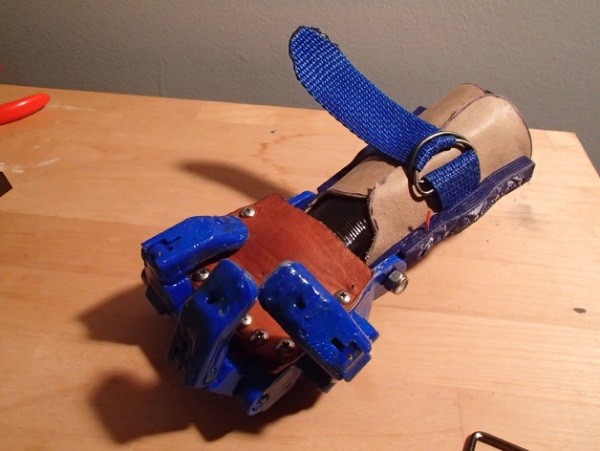
Frankie kendi için verilen bu kadar çaba için daha fazla sevinemezdi. “İyi hissediyorum, içinde teknoloji olan bir proje üzerinde çalışmak çok eğlenceli” diyor.
Tasarım üzerindeki birkaç aylık çalışmanın sonunda 3D baskı el Frankie için hazırdı. Baskı okul bütçesinden kalan fonlarla satın alınan bir 3D yazıcıda yapıldı.
Frankie’nin 3D baskılı protez eli kullanabilecek kadar güç kazanması için bir süre çalışması gerekecek. Gelecekte bileği yeterince güçlenince 3D baskılı beş parmaklı eli de kullanabilecek hale gelecek.
[/vc_column_text][/vc_column][/vc_row]
[vc_row][vc_column width=”1/1″][vc_column_text]
Ev Yapan 3D Printer
Çin ev yapmak için dünyanın en büyük 3D yazıcısını inşa ediyor.
Bir çin firması bir evi bütün olarak 3D yazıcı ile üretmeyi amaçlıyor. Yerli bir 3D yazıcı üreticisi olan Qingdao Unique Products Develop Co Ltd, geçen hafta Qingdao’daki 2014 Dünya 3D Yazıcı Teknolojisi Endüstri Konferansı ve Fuarı’nda dünyanın en büyük 3D yazıcısını tanıttı.
Bu büyük 3D yazıcının hacmi 12 m x 12 m x 12 m. Firmanın kurucusu ve CEO’su Wang Hong firmanın son 6 ayını bu devasal yazıcıyı geliştirmekle geçirdiğini söylüyor. 120 tondan daha fazla ağırlığa sahip olan yazıcı vinçler ve benzeri makinalar kullanarak kurulmuş.

Devasa 3D yazıcı yerel 3D Yazıcı Endüstri Parkı’nın İleri teknoloji Bölümü’ne yerleştirildi ve bir süre halka açık olacak. İlk görevi FDM (Fused Deposition Modeling – Eritilmiş Madde modellemesi) yöntemiyle yedi metre yüksekliğinde bir “Cennet Tapınağı” basmak. Bu Çin’de günümüze kadar gelebilmiş en büyük sunak tapınağı.
Bu yeni yazıcının dikkat çeken avantajlarından biri 3D baskı maddesi olarak grafenli cam lifleriyle güçlendirilmiş plastik kullanılması. Bu madde hafif, güçlü, korozyona karşı dayanıklı ve çevre dostu.

3D olarak basılacak Cennet Tapınağı 100 metrekarelik bir alana yapılacak ve 8 tonu yeni madde 12 tonu çimento olmak üzere 20 ton ağırlığında olacak. Wang ağırlıkla ilgili şu noktaya dikkat çekiyor: “Geleneksel yöntemlerle böyle bir yapıyı inşa etmek için en azından 150 ton çimento gerekirdi.”
3ders.org’a konuşan Qingdao Unique yapının inşasını şöyle açıklıyor: “ Yapı normal bir inşaat işleminde olduğu gibi kat kat yükselecek ve bitmesi 6-8 ay sürecek. Bittiğinde ise dünyanın 3D teknolojisi ile üretimiş en büyük yapısı olacak.”
Qingdao Unique ayrıca şu açıklamayı yapıyor “Hollandalı mimarların geçen sene Armsterdam’da “Kanal Evi” için kullandıkları 3D yazıcı ile kıyaslandığında, bizim kullandığımız yazıcı üç kat daha büyük”. Firma bu yazıcının, gerekli parçaları ayrı ayrı basıp sonradan birleştirmek yerine, bütün bir yapıyı tek seferde basacak kapasitede olduğunu söylüyor. Ayrıca yaptıkları 3D baskı evlerin basım malzemesi olarak grafenli cam lifleriyle güçlendirilmiş plastik kullandıkları için üç kat daha güçlü olduğuna inanıyorlar.
Firma 3D yazıcının yakın bir gelecekte afet sonrası iyileşme ve yeniden yapılanma için kullanılabileceğine inanıyor.
[/vc_column_text][/vc_column][/vc_row]
[vc_row][vc_column width=”1/1″][vc_column_text]
Hassas geometri ile ayna gibi yüzeyler
Hassas işleme ile ulaşılan kalite seviyesi günümüzde tecrübeli kullanıcıları bile etkilemektedir. Çoğunlukla yakalanan kalite aşındırma, taşlama, parlatma veya lazer ışını işleme sonuçlarına eşit olarak ulaşılabilen kalitedir ve çok daha hızlı ve bu nedenle daha ekonomiktir. ETH Zürih’te bulunan aerostatik olarak yüzey kılavuzlu ultra hassas işleme merkezi ile yapılan test serileri satır satır frezeleme ile Ra > 25 nm ve yüzey frezeleme ile Ra < 3 nm devamlı yüzey kalitesine ulaşılabildiğini gösterdi. Bu seviyedeki kalite, parlatılmış yüzeylere uygundur ve yüksek-hassasiyet geometri gösterebilir. Geçmişte yüksek parlaklıkta plastik parçaların enjeksiyon kalıpları öncelikle frezelenir ve daha sonra karmaşık parlatma prosesleri uygulanırken, bugün hassas işleme prosesleri ile düzgün ve pürüzsüz yüzeyli parçaların üretimi mümkündür. Demir dışındaki metallerde bile etki çok belirgindir: örneğin lazer optiklerde kullanım için uygun olan ve geometrik olarak hassas, ayna gibi yüzeylere ulaşmak mümkündür. Sonuç, çeşitli etkilerin birleşimidir: taşlama ve parlatma sırasında konveksiteler oluşurken ya da köşeler yuvarlatılırken oluşan riskleri azaltmakta, hassas işleme esnasında uygulanan zaman alıcı prosesleri de ciddi oranda kısaltmaktadır.
Aşınmasız sıkma
Pens adaptörlü veya shrink takım tutucular gibi klasik takım tutucu sistemleri, genellikle bu kadar geniş işleme proseslerinde yetkin değildirler. Kullanıcılar, sıkma yüzlerindeki ufak yabancı malzemelerden dolayı meydana gelen taşlama izlerinden, zarar gören takımlardan, iş parçasındaki hatalı ölçümlerden ve eşmerkezlilik hatalarından sürekli yakınmaktadırlar. Bununla birlikte, Schunk Tribos poligonal sıkma teknolojisi ile Schunk’tan patentli standart versiyonlar bile 2.5 x D boyda < 0.003mm salgı ve tekrarlanabilirlik hassasiyeti ile 25,000 devir/dk’da 2.5G balans değerini yakalayabilecek özelliklere sahiptir. Tribos poligonal takım tutucular hareketli parçalara sahip olmadığından ve mekanik olarak hassas olmamaları nedeniyle bakım ve onarım gerektirmeden ve aşınmadan sıkma sağlarlar. Hatta birkaç bin sıkma uygulamasından sonra bile malzemede yıpranma görülmez. Aynı zamanda, mükemmel titreşim söndürme imkanı sunarlar. Hidrolik takım tutucuyla takım değiştirme birkaç saniye içerisinde minimal temizleme ile yapılır ve stabil proses sağlanır. Türüne bağlı olarak, h6 kalitesindeki bütün takım şaftları ile uyumlu takım tutucular, 205,000 rpm devire kadar test edilmektedirler. Hatta 1 mm’den başlayan çok küçük çaptaki takımlar bile proses stabilitesini sağlayarak sıkılabilir ve değiştirilebilirler.
Mikro kalıpçılık, optik sanayi, medikal teknoloji, metal para, saat ve mücevherat piyasalarından gelen yüksek talebe bağlı olarak; Schunk son zamanlarda standart ürün hattını, ultra hassas balanslı Schunk Tribos poligonal takım tutucularını da içerecek şekilde genişletmiştir. 60,000 devir/dk’da G0.3 balans değeri ile sıkma çapları 0.5 mm ile başlayan HSK-E 25, HSK-E 32, ve HSK-F 32 arayüzlü TRIBOS-Mini ve TRIBOS-RM serileri de stoklardadır. Ultra hassas takım tutucular stabilite ve yüzey kalitesi ile ilgili olarak en fazla titizlik gerektiren işlerde, uygulama için üstün özellikler sunmaktadırlar. Mikro işlemede konvansiyonel olarak balansı alınmış takım tutucular ile karşılaştırıldığında takım ömrü de ayrıca iyileştirilmiştir.
Hacimsel işlemede takım izlerinin azaltılması
Takım tutucuların hacimsel işlemede yüzey kalitesi üzerinde önemli etkisi olduğu tezi Karlsruhe’deki Wbk Enstitüsü Üretim Teknolojisinde Prof. Dr.-Ing. Jürgen Fleischer gözetimi altında yürütülen ve 2014 yılında sunulan bir çalışma ile doğrulanmıştır. Birçok takım tutucu çeşitli makinalarda yapılan frezeleme operasyonlarında test edilmiştir. Schunk yüksek performans hidrolik takım tutucu Tendo E-compact ile shrink tutuculara göre %300’e kadar daha uzun takım ömrüne ulaşılabildiği görülmüştür. Özellikle önemli olan; sadece bir istisnai durum haricinde Schunk Tendo E-compact hidrolik takım tutucu, shrink takım tutuculardan herzaman daha iyi yüzey kalitesi sağlamıştır. Kanalların derinliği arttıkça, takım izlerinin etkisi daha da artmıştır. Hidrolik genleşme teknolojisinin sönümleme özellikleri, daha iyi yüzey kalitesinde olduğu gibi daha uzun takım ömrü ile sonuçlanır. Benzer yüzey kalitesinde bile daha yüksek kesme ve ilerleme değerlerine ulaşmak mümkündür.
5-eksenli işleme için iki kat daha etkili
Yüksek hassasiyetli 5-eksenli işleme için Schunk Tendo E-compact hidrolik takım tutucular ile Schunk uzatmaları daha etkili sıkma üniteleri üretmek üzere bir araya getirilebilmektedirler. Minimal etkileşen yüzeyler durumunda hidrolik takım tutucular işleme boyunca oluşan titreşimleri sönümlemek için uzatmalara sağlam bir destek sağlamaktadırlar. Salgı hassasiyeti ve titreşim sönümleme özelliği birleşimi kesici takımı korur, takım ömrünü uzatır ve muhteşem iş parçası yüzeyi sağlar. Klasik takım değiştirme için, Tendo hidrolik takım tutucular sadece konvansiyonel Allen anahtarı gerektirir. Tribos SVL için ise basit, manuel olarak çalıştırılan sıkma aparatı yeterlidir. Tüm sıkma işlemi birkaç saniye içerisinde tamamlanmaktadır. Her iki sıkma aleti de hem bakım gerektirmez hem de kirlilikten etkilenmezler.[/vc_column_text][/vc_column][/vc_row]
Tersine Mühendislik (Reverse Engineering)
“Tersine Mühendislik (RE – Reverse Engineering)” diye tanımlanan yöntem genel anlamı ile elde mevcut olan mamul parçadan hareketle ve imalat prosesindeki işlem sırasında geriye doğru gidilmek suretiyle, operasyonların tümünün çözümlenmesine yönelik çalışmaların bütünü olarak ele alınması demektir.
İşte böyle bir durumda optik tarama yöntemiyle taranan numune parça üzerinden günler hatta saatler içerisinde CAD data elde edilebilir. Böylece en sağlıklı biçimde CAD çizimi örneğinden sapma olmaksızın yaratılmış olur. Elde edilen bu CAD verileri ile kalıp yapılabilir ya da tasarım üzerinde değişiklikler yapabiliriz.
Tersine Mühendislik yönteminde ise bu tür parçaların STL veya nokta bulutu formatında verileri 3 boyutlu lazer ya da optik tarama sistemleri yardımıyla çok kısa sürede elde edilmektedir. Bu veriler üzerinden hassas bir şekilde elde edilecek NURBS eğriler yardımıyla taranan-ölçülen parçaların CAD modelleri oluşturulmaktadır.
Optik tarama ile elde edilen iş parçasına ait geometri son derece hassas bir şekilde elde edilir. Aynı zamanda 3D CAD modelin yaratılmasına, lokal ölçümlere, kesit eğrileri elde etmeye (iges), imalat proseslerinde karşımıza çıkan problemlerin analizin etmeye veya parçanın doğrudan CNC işleme merkezlerinde işlenmesine imkan vermektedir.
Tersine Mühendislik ihtiyacı firmaların ellerinde bulundurdukları ürünlerin yenilenmesinde arşivlerinin oluşturulmasında, kalıpların en son halinin bilgisayar ortamında saklanıp çoğaltılabilmesinde, arkeolojik ve sanat eserlerinin replikasyonlarının yapılmasında, medikal sektörde protez geliştirilmesinde, savunma sanayinde ürün geliştirmede, kalıp ve fikstürlerin tasarım ve geliştirmesi gibi çok farklı alanlarda kullanılmakta ve projeler gerçekleştirilmektedir.
Bu projelerin ana dayanak noktası optik tarama ve bu tarama sonucu elde edilen nokta bulutudur. Elde edilen nokta bulutundan yüzeyler geliştirilmekte kalıp ve aparatlar için bire bir aynısı ±0.05 mm den başlayan hassasiyetler ile 3D CAD data oluşturulabilmektedir.
Ürün geliştirme amacı ile yapılan projelerde üründe üretimden dolayı oluşan problemler giderilmekte, üründe yapılacak değişiklikler uygulanıp yeni bir ürün ve geliştirilmiş hali müşterilere sunulmaktadır. Otomotiv, dayanıklı tüketim, savunma sanayi ve yan sanayilere ürün geliştirme sürecini kısaltan hassasiyet ve kalite kazandıran bu süreci bir çok firma tarafından yaygın olarak kullanmaya başlamıştır.
Günümüzde Bilgisayar Destekli Tasarım (CAD) daha popüler hale geldikçe, tersine mühendislik, 3D Bilgisayar Destekli Tasarım (CAD), Bilgisayar Destekli Üretim (CAM), Bilgisayar Destekli Mühendislik (CAE) ve diğer yazılımlarda kullanılmak üzere, varolan parçaların üç boyutlu sanal modellerinin yaratılması için kullanılabilir bir metod haline gelmiştir.
Tersine mühendislik işlemi bir objenin ölçümünü ve ardından üç boyutlu model olarak oluşturulmasını içerir. Fiziksel objenin boyutları, koordinat ölçme makinesi (CMM – Coordinat Measuring Machine), üç boyutlu üçgenli lazer tarayıcılar, üç boyutlu yapısal ışık sayısallaştırıcılı tarayıcı veya bilgisayarlı tomografi gibi üç boyutlu tarama teknolojileri kullanılarak ölçülebilir.
Genellikle bir nokta bulutu olarak temsil edilen ölçülmüş veri kendi başına, topolojik bilgi eksikliği taşır. Bu nedenle genellikle üçgen kaplı ağ veya bir CAD modeli gibi daha kullanışlı bir formata dönüştürülür.
Nokta bulutları bir çok üç boyutlu yazılımla uyumlu değildir. Bu nedenle Tersine Mühendislik yazılımları nokta bulutlarını 3D CAD, CAM, CAE gibi uygulamalarda veya görselleştirmede kullanılabilecek formatlara dönüştürür.
Tersine Mühendislik Süreci ;
– Verilerin toplanması,
– Verilerin düzeltilmesi,
– 3D modelin oluşturulması şeklinde devam eder.
Tersine Mühendislik Süreci Ne Amaçlarla Kullanılır?
1- Tersine Mühendislik yöntemi genel olarak STL data üzerinden 3 boyutlu yüzey ve katı modelleri elde etmek amacıyla kullanılır.
2- Bir parçanın kopyalanmasında geleneksel yöntemlerle günler ya da haftalar süren işlemler nesnenin taranıp yüksek hızda işleme yöntemleri ile kopyalanması yoluyla sadece birkaç saat içerisinde tamamlanabilmektedir.
3- Bir parça üzerinde değişiklikler yaparak yeni bir parça oluşturmak istediğinizde, tersine mühendislik yöntemi ile parçanın CAD datasını ve ardından değişiklikleri yaparak yepyeni bir model elde etmek mümkün olmaktadır.
4- El yapımı parçaların bilgisayar ortamına aktarılması – CAD datasının oluşturulması için yine tersine mühendislik yöntemi kullanılmaktadır.
5- Deforme olmuş – bozulmuş kalıpların yeniden işlenmesinde ve problemli bölgelerin yeniden yapılmasında da Tersine Mühendislik yönteminden yararlanılmaktadır.
Tersine Mühendisliğin Tercih Nedenleri:
a- Üreticinin bir parçayı uzun zamandır üretmemesi ve tekrar üretmek istemesi,
b- Orijinal dizaynın yetersiz dokümantasyona sahip olması,
c- Bir ürünün orijinal üreticisinin artık bulunmaması fakat müşterilerin bu ürüne ihtiyacının olması,
d- Ürünün orijinal dokümantasyonunun kaybolması ya da hiç olmaması,
e- Ürünün bazı kötü özelliklerinin yeniden tasarlanmasına ihtiyaç duyulması,
f- Ürünün uzun süreli kullanımına dayanarak ürüne ait iyi özelliklerin güçlendirilmesi,
g- Rakip ürünün iyi ve kötü özelliklerinin analiz edilmesi,
h- Ürünün performansını ve özelliklerini geliştirmede sonuca götürecek yeni yolların keşfedilmesi, Rakip ürünlerin anlaşılması ve daha iyi ürünlerin geliştirilmesinde rekabete dayalı kıyaslama metotlarının elde edilmesi.
Kaynak: Hamit Arslan
Tukan Kuşu Yeni Gagasına 3B Yazıcı Sayesinde Kavuştu
Çok değil, bundan birkaç ay önce ayaklarını kaybeden bir horozun, bir kedi dostumuzun ve daha birçok hayvanın 3B yazıcılar sayesinde yeni hayatlarına kavuştuğu haberini sizlere aktarmıştık.
3B yazıcı ile üretilen bu hayat kurtarıcı protezlerin yeni sahibi ise bir Tukan kuşu oldu. Dostumuz ne yazık ki bir grup insanın kendisine acımasızca yaptığı şakalardan dolayı üst gagasını kaybetti.
Bu kayıp onun için sadece beslenme ihtiyacını karşılamaktan öte; eş bulma ve psikolojik dengesini sağlama konusunda da hayati bir önem taşıyordu. Ek bir bilgi olarak; Tukan kuşlarının birbirlerini gaga renklerine göre seçiyor olmaları bu durumun önemini açıklar nitelikte.
Dolayısıyla Tukan kuşunun hayatını kurtarmak için gereken tek şey acilen yeni bir gaga naklinin yapılmasıydı. Bu olaya duyarlı birkaç uluslararası şirket, bir araya gelerek Tukan kuşuna 3B yazıcıda üretilmiş yeni bir gaga nakletmeyi başardılar.
Aralarında Grupo SG, EwaCorp ve Elementos 3D gibi şirketlerin de yer aldığı projede, tüm bu şirketlerin herhangi bir kar amacı gözetmeksizin büyük mücadeleler sonucu başarıya ulaştıkları belirtiliyor.
Hatta süreç, geçen yıl Tukan kuşunun doğal yaşamı hakkında bilgi edinilmesiyle başlamış ve aradan geçen 1 yıllık süre boyunca Tukan kuşu için üretilecek yeni gaganın doğal hayatta ne tür işlevlere sahip olduğu hakkında detaylı araştırmalar yapılmış.
İlk defa kasım ayında yeni gagasına kavuşan Tukan kuşu, 3B yazıcılar ve bir grup duyarlı insan sayesine artık daha iyi bir hayata sahip.
Çok ama çok yakın geçmişte, bu tür hayat kurtarıcı protezlerin hayvanlara nakledilmesi mümkün değildi. Ancak her zaman söylediğimiz gibi bu devrimsel teknoloji, bu hikayede de görüldüğü üzere biz insanlar tarafından zarar gören canlıların yine biz insanlar tarafından kurtarılmasını sağlayarak bir kez daha teşekkürlerimizi kazanıyor…
[vc_row][vc_column width=”1/1″][vc_column_text]
Filamentler hakkında bilgi sahibi olmadan 3D baskı yapmaya başlamak olmaz, Öncelikle en popüler iki filament arasındaki farkları öğrenerek baskı için doğru filament seçtiğimizden emin olmalıyız.
3D yazıcılardan çıkan baskılarda, filamentin rengi, gücü ısı dayanıklılığı önemlidir. PLA ve ABSdışında kullanılan çok fazla yol vardır fakat en popülerleri bu iki termoplastiktir.
Akrilonitril butadiene olarak da bilinen bu filamentlere bugün piyasada kolaylıkla ulaşabilirsiniz. Çoğunlukla güçlü yapıda ve daha esnek nesnelerin yapımında kullanılır. Oyuncaklar, telefon kılıfları ABS ile yazdırmak çok kolaydır. Şöyle bir uyarıda bulunmalıyız ki ABS kullanırken baskı aşamasında bir miktar zehirli gaz açığa çıkar bu nedenle bulunduğunuz ortamın havalandırılmasında fayda vardır.
ABS ucuz bir filamenttir fakat doğru ısı ayarlarını yakalamak çok da kolay olmadığı için profesyoneller için daha uygundur. Bu maddenin kolaylığı ise yüksek sıcaklığa dayanıklılığı ve güçlü nesneler yapmaya daha uygun olmasıdır. Dayanıklı malzeme olduğu için de mühendisler ve profesyoneller için çok uygundur.
PLA poliaktik asit olarak da bilinir. Maddenin yapısı, mısır nişastasıdır, biyolojik olarak çözünebilir olduğu için çevre dostudur ve ABS’nin aksine tatlı bir kokusu vardır. PLA aynı zamanda ABS’ye oranla daha yapışkan olduğundan baskı için ısıtmalı tabla gerekmez ama daha kaliteli bir baskı için 50-60°C. civarında ısı ile baskı alabilirsiniz.
PLA evde kullanım için de çok uygundur, parlak görünümü geniş renk çeşitliliği hobi ve baskı tutkunları için çok idealdir.
Aşağıdaki tabloda ABS ve PLA’nın farklılıklarını görebilirsiniz.
PLA ABS genel özellikleri:
| ABS | PLA |
| Tam Adı: Akrilonitril bütadien stiren | Polilaktik asit ya da poliaktid |
| Hammadesi: Petrol | Nişasta |
| Özellikler: Dayanıklı, Güçlü, Biraz Esnek, Isıya Dayanıklı | Sert, güçlü |
| Ekstruder Sıcaklığı: 210-250°C (410-482F) | 60-220°C (320-428F) |
| Fiyat: 14-60$/kg | 19-75$/kg |
| Baskı Sonrası Rötuşlar: Kolay zımpara, Kolay yapıştırma Asetonda kolayca çözünür |
Zımparalanabilir,
Yapıştırılabilir |
| Kokusu: Yanık Plastik gibi kokar. | Hoş bir kokusu vardır. |
Artıları ve eksileri ile PLA-ABS
| ABS | PLA |
| Avantaj:
Çok sağlam ve sert |
Soğuk bir yüzey üzerinde basılabilir |
| Dezavantaj:
Yazdırmak daha zor Çatlama Eğilimli |
Isı nedeniyle deforme olabilir Daha az sağlam Daha kırılgan Bent alanı beyaz olur Gıda ile kullanmak için uygun değildir Düşük erime noktalı |
Hangi Filamenti Nasıl Kullanmalısınız?
| ABS | PLA |
| Ne zaman Kullanılır?
Daha sert parçalar için kullanabilirsiniz örneğin; araba parçaları gibi… Basacağınız nesne 60ºC ve üzeri ise. |
Hediyeler ve prototipler için mükemmeldir. |
| Ne zaman kullanılmaz?
Isıtmalı tablanız yoksa, Büyük nesneler yazdırırken, (çatlama olabilir) Baskı yaptığınız yerde havalandırma yoksa.
|
Dayanıklı nesneler yapmak istiyorsanız önerilmez,
60 C’den daha büyük sıcaklıklarda kullanılacak ise (sarkma oluşabilir). |
[/vc_column_text][/vc_column][/vc_row]
İnsanları mutlu etme sanatı da diyebileceğimiz Mimarlık, insanların, konaklayacakları, sohbet edecekleri, etkinlik izleyecekleri, gezebilecekleri mekanların organizasyonu, tasarımı ve planlamasını yapan bir mühendislik alanıdır aynı zamanda.
Malum insanları mutlu etmek çok değil, hiç kolay bir iş değil. Bu anlamda pek çok meslekte olduğu gibi bu mutluluğu maksimize edecek teknoloji ve araçlardan yararlanmak mimarlar için de önemli çözüm noktalarından birisi. İşte bu yazımızda mimaride önemli bir devrim yaratacak 3D yazıcılardan ve 3D yazıcı kullanan mimarlar ve tasarımcıların deneyimlerinden bahsedeceğiz.
30 yıllık bir teknoloji olan 3D baskı teknolojisi bugün masaüstüne taşınması ve maliyetlerinin düşmesi ile her sektörde, her uygulama alanında karşımıza çıkmaya başladı. Çünkü 3D yazıcılar hayal ettiklerinizi hayata geçirmenizi sağlayan en önemli üretim araçlarından birisi. Mimarinin de hayal kurma eylemini en çok kullanan mesleklerden birisi olduğunu düşünürseniz aslında 3D Yazıcı önemi daha da fazla ortaya çıkıyor! Bir kaç örnek verecek olursak;
3D Yazıcı ile mimari tasarımların, gözde canlandırılması kolaylaştırılabilir. En başta belirttiğimiz noktaya dönersek, insanları mutlu etmek ise en önemli handikap, ellerine eskiz veya render görüntüleri vermek yerine tasarımınızın 3 boyutlu halini sunduğunuzu düşünün!
Bu anlamda 3D Yazıcı teknolojisini en etkili kullananlardan İstanbul Büyükşehir Belediyesi, bu deneyimi şöyle tanımlıyor: “Kesinlikle projelerimizi başka duyularla algılamamızı ve algılatmamızı sağlıyor. Projeleri sanal ortamdan çıkarmamızı sağlıyor, bu çok büyük bir avantaj”
Mimarinin en önemli gereksinimlerinden birisi de zaman. 3D Yazıcı bu noktada da özellikle maket yapım aşamasında kaybedilen haftaları, günlere, hatta saatlere indirgeyebiliyor. Sektörün önde gelen isimlerinden Tabanlıoğlu Mimarlık da tam bu noktada: “ Normalde el ile yapılamayacak nitelikte ve detayda maketler yapabilmemizi ve de yapılan maketlerin kalitesinin artmasını sağladı. Bunları sağlarken bir yandan da zamandan da tasarruf ediyoruz.” şeklindeki yorumuyla söylemek istediklerimizi adeta iki cümle ile özetliyor.
Mimarlar için tasarımın sınırları kalkıyor!
Sektörün en eski ve tecrübelilerinden Min tasarım ise işin bir başka boyutuna dikkat çekti. Özellikle maket yapımında, organik formlarda zorlanan Min Tasarım mimarlar için çözümü 3D yazıcı teknolojisine yatırım yapmakta bulmuş: “Sadece maketçiler değil , mimarlık ofisleri de kullanabilir, mimarlık daha organik formlara yöneliyor son zamanlarda, maliyetine ve yaptığı işlere bakılırsa iyi bir yatırım. ” diyor Min Tasarım’ın sahibi ve kurucusu Varjan Yurtgülü.
3D yazıcıların belki de getirdiği en büyük ve önemli yeniliklerden birisi tasarımda sınırlarınızın artık üretim süreçlerinin gerekliliğine bağlı kalmaksızın özgürleşmesi. Bu da daha kişisel daha kişiye özel tasarımların önünü açıyor.
Min Tasarım’ın da değindiği gibi bu geri dönüşümü oldukça yüksek bir yatırım. Fakat malum artık masaüstü kategorisinde pek çok ürün bulunmakta ve seçim yapmak da giderek zorlaşmakta. Bu anlamda olarak, daha önce mimaride Makerbot kullanımına değinmiştik, bugün size 3D yazıcı alanında yatırım yapabileceğiniz Zortrax M200 ile tanıştırmak istiyoruz.
Özellikle yüzey kalitesi nedeni ile 2015 yılının en çok tercih edilen 3D yazıcılarından olan Zortrax mimari projelerde de detaylı ve yüzey hassasiyeti yüksek üretimleri ile dikkat çekiyor. FDM teknolojisi ile ABS sarf malzemesi kullanarak üretim yapabileceğiniz, Zortrax özellikle uygun fiyatı, kaliteli ve hızlı baskı alabilme imkanı ve kolay kullanım arayüzü ile mimarların da son dönemde tercih ettiği ürünlerden birisi. İşte Polonya menşeili Zortrax M200’ün mimaride kullanımına bir örnek;
Gün geçtikçe 3d printerların kullanım alanları artıyor, yayılıyor ve üretimi kolaylaştırmaya devam ediyor. Üretimde en çok kullanılan kalıp makinesi CNC’ler ile 3d printerlar arasında sürekli bir kıyaslama yapılıyor. CNC’yi hayatımızdan atıp 3d printerları nasıl kullanabiliriz gibi sorularla karşılaşıyoruz. Ya da madem CNC gibi değil o zaman ne işe yarar gibi tepkiler de alıyoruz :)
Şöyle başlamak isterim.
Basit anlamıyla CNC tezgahı, plastik enjeksiyon yapılacak bir ürünün kalıbını almak için kullanılan endüstriyel bir makinedir. 3d printer ise, bir ürünün kalıbını almadan ve üretime geçmeden önce, üretilecek olanın onaylama aşamasındaki prototipini üreten makinedir. Bu prototipler 3d printerlar hayatımıza girmeden önce gerek ahşap, gerek strafor gibi malzemeler kullanılarak el ile yapılıyordu. Çünkü bir seri üretimde ürünü görmeden kalıp aşamasına geçmek masraflı bir iş oluyordu. Bir kalıbın maliyeti, üretim esnasında tüketilen malzeme ve kaynaklar gibi. El ile yapılan modeller ancak bir kaç gün sonra teslim ediliyor ve üzerinde bir değişim olması durumunda aynı aşama tekrar edecek şekilde üretim yavaşlıyordu.
CNC Tezgahı. Üretim Zamanı: Ortalama 1 gün. Maliyeti: 2000 ila 5000tl arası.
İşte 3D Printer teknolojisi burada devreye girdi.
Yapılacak ürünü saatler içinde görmemizi sağladı. Değişiklikler yapıldı, yine saatler içinde modeli masamızın üzerine koydu. Böylece eskiden 1-2 hafta süren ön aşamalar 1-2 güne inmiş oldu.
3d Printer. Üretim Zamanı: 4 saat. Maliyet 200tl.
Böylece prototipler kısa sürede ve az maliyetle 3d printerla üretilerek CNC tezgahlarında kalıp üretimi ve seri üretim hızlanmış oldu.
Kral 8.Henry ve 3d printer ile üretilmiş tacı :)
3d printer ile çıkan ürünü kullanmanız da mümkün!
Hertürlü Özel Makine Tasarımı ve İmalatı için
Bizimle irtibata geçiniz…
3D yazıcılarda kullanmak için en uygun 3D tasarım aracı hangisidir ? Sorusu en başından beri herkesin kafasını kurcalıyor. Solid modelleme ilkesini kullananlar mı en iyidir , yoksa poligonal modellemeyi kullananlar mı ? Bu soruların şimdilik yanıtlarını vermek güç. Belçikalı 3D baskı servisi i.materialise’ın çeşitli kaynakları baz alarak yaptığı bir araştırmaya göre son zamanlarda en çok tercih edilen 25 adet 3D tasarım yazılımının sıralı bir listesi oluşturuldu. Bu listenin en başında ücretsiz bir yazılım olan Blender geliyor. Ardından kullanım kolaylığı ile SketchUp geliyor. Aslında herkes listenin başında SketchUp olmasını beklerdi gibime geliyor. Blender’ın , 3D yazılımlar içerisinde 3D yazıcılara ilk destek veren eklentileri çıkaran yazılımlardan birisinin olması bu sıralamada etkili olabilir. Buna karşılık SketchUp’ın ancak son son zamanlarda atak yaparak STL dosya onarma aracını i.materialise ile işbirliğine giderek çıkardığını konuyla ilgili herkes biliyor. Listede diğer güçlü yazılımları göz ardı etmemiz mümkün değil. SolidWorks ve 3DS gibi yazılımlar fiyatları nedeniyle bu listede kullanım yaygınlığı açısından geride kalmış olabilirler. 3D yazıcı kullanıcılarının 3D modellemede en çok tercih ettiği 25 yazılımın listesini aşağıda bulabilirsiniz:
Liselerde 3 Boyutlu Yazıcı Programı Seçim Vaadi Oldu
Victoria
Avustralya’da yeniden seçime giren Denis Napthine Liselerde 3 boyutlu yazıcı programıyla seçmenin desteğini kazanmaya çalışıyor. Avustralya’nın Victoria Eyaletinde yapılacak seçimlerde 3 Boyutlu yazıcılar seçim vaadi olarak seçmene sunuluyor. Seçime girecek bir parti büyük bir cesaretle risk alarak liselerde 3 boyutlu yazıcı, yazılım ve eğitim içerikli bir seçim kampanyası oluşturdu. Denis Naptine 29 Kasım’da yeniden seçimleri kazanırsa Victoria eyaletindeki tüm liselere 3 boyutlu yazıcı temin etmek için 1.9 milyon dolar harcayacak.
Rakipleri Denis Napthine’ın bu kampanyasını Victoria Eyalet okullarına 4 yıldan beri çok az yatırım yaptıktan sonra geç kalmış bir teklif olarak değerlendirdi.
Denis Napthine bu tür yenilikçi teknolojilerin öğrencilerin günümüz STEM (Bilim Teknoloji Mühendislik Matematik) alanlarındaki gerekli donanımları kazanmaları için bir çok faydası olacağını belirtiyor. 3 Boyutlu yazıcıların eğitimde kullanılması öğrencilere gelecek STEM çalışmalarında kullanabilecekleri gerçek yetenekler kazandırabileceğini ifade ediyorlar.
Hükumet Quantum Victoria isimli bir eğitim şirketini finanse ederek okullarda 3 boyutlu yazıcı eğitimini bir yıldan beri gerçekleştiriyor. Quantum Victoria öğrencilere ve öğretmenlere 3 boyutlu yazıcının temellerini, CAD programlarını kullanarak tasarım yapmayı ve onlara 3 boyutlu yazıcıların tasarlanan ürünü nasıl imal ettiğini öğretiyor. Naptine Victoria eyaletindeki tüm okullara 3 boyutlu yazıcı ve gerekli ekipmanları almak için 3300 dolarlık bir destek oluşturacaklarını ifade ediyor.
Bu program sayesinde öğrencilerin şu becerileri geliştireceğini ifade ediliyor:
3 Boyutlu Yazıcılar Öğrencilerin Gelimine Katkıda Bulunuyor.
- Gözlem
- Kararlılık
- Matematik
- Bilim
- Düşünceyi tasarlama ve dönüştürme
- Mühendislik
- İletişim
- Teknoloji
Tüm yazılımlar ve öğretmenlerin eğitimi de program kapsamına dahil. Napthine 3 boyutlu yazıcıların geleceğin teknolojisi olduğunu ve öğrencilerin 3 boyutlu yazıcılar ile çalışmasının onlara ilham vereceğini ifade ediyor.
3 boyutlu yazıcılar siyaset de dahil olmak üzere hayatımızın bir çok alanını etkilemeye başlıyor. Bu konuyla ilgili görüşlerinizi lütfen bizimle de paylaşın
Yeni Cube Pro C 3D Yazıcı
Plastik 3D yazıcılara yeni standartlar getiren CubePro C benzer 3D yazıcılara oranla 3 kat hızlı ve 25 mikron katman kalınlığına varan hassasiyette baskı alabiliyor. Üstelik CubePro C 3D yazıcı devrimsel PJP teknolojisini kullanarak muhteşem renklere sahip çıktıları tam hayal ettiğiniz gibi alabiliyor. PJP teknolojisi CMYKW renklerinde kartuşları baskı esnasında karıştırarak tam renkli 3D çıktılar alınmasını sağlıyor.
2015 yılının Son çeyreğinde Pazara sunulması Planlanan yeni CubePro C 3D Yazıcının bazı özellikleri:
• Tam renkli, CMYKW Plastic Jet Teknolojisi
• PLA, ABS materyal seçenekleri
• 8.25 x 9.25 x 8.25 inch baskı alanı.
• Widows ve Mac bilgisayarlarla uyumlu yazılım
• HD modda 25 mikron, SD modda 100 mikron, draft modda ise 200 mikron katman kalınlığı
• Benzer ürünlerden 3 kat fazla baskı hızı
• USB Bağlantı, otomatik kalibrasyon özellikleri.
Son dönemlerde botObjects firması masaüstü 3D yazıcı tasarım ve geliştirme konusunda yaptığı öncü buluşlarla adından söz ettiriyordu. 5 renkli kartuşları baskı esnasında karıştırarak gerçek anlamda tam renkli çıktılar almayı başaran PJP( Plastic Jet Printing ) teknolojisini geliştiren firma mükemmel renk geçişlerine sahip bir masaüstü yazıcı üretmeyi başarmıştı. 3DSystems sene başında bir sürpriz yaparak botObjects firmasını satın aldı ve hemen sonra 3DSystems derhal bu teknolojiyi yeni ürünü Cube Pro C ye entegre etti.
[vc_row][vc_column width=”1/1″][vc_column_text]
- Görme Engelli Çocuklar için 3D Basılmış Kabartma Resim Kitapları
Colorado Boulder Üniversitesi ‘nde bulunan bir ekip görme engelli çocukların ve ailelerinin hikayedeki resimlere dokunmasını sağlayan ilk 3D çocuk kitabını bastı.
“İyi geceler oda, iyi geceler ay. İyi geceler ayın üzerinden atlayan inek…” – Margaret Wise Brown tarafından yazılan ve uyumadan önce çevresindekilere iyi geceler dileyen bir tavşanı anlatan “İyi geceler Ay” 40 milyondan daha fazla basıldı ve en az bir düzine dile çevrildi. Bu yüzden bilgisayar bilimleri doçenti Tom Yeh’in liderliğindeki CU-Boulder’unKabartma Resim Kitapları Projesi için bu oldukça popüler çocuk kitabını basmaya karar vermesi mantıklı bir seçimdi.
Kabartma resim kitabı yeni bir fikir değil diyen Yeh şöyle devam ediyor. “Yeni olan 3D baskılamayı daha ulaşılabilir ve interaktif bir işlem haline getirerek görme engelli çocukların ebeveynlerinin ve öğretmenlerinin bu tür kitapları kendi istedikleri şekilde basmalarını sağlamış olmak.”
Bu bahar Yeh hızlı prototiplendirme öğrencilerinin her birinden “Harold ve Mor Boya Kalemi” adlı popüler çocuk kitabının dörder sayfasını 3D olarak oluşturmasını istedi. Crocket Johnson tarafınan 1955’de basılan bu kitap yaşadığı dünyayı çizerek yaratan bir çocuktan bahsediyor. Sayfalardaki objelerin büyüklüklerini görme engelli çocukların en rahat şekilde hissedebileceği şekilde değiştirdiler.
Yeh bunu yapmadaki amacı şöyle açıklıyor: “2D grafikleri çocukların kavrama yeteneklerine ve ilgi alanlarına uygun bir ölçekte 3D’ye çeviriyoruz.” Takım bu bilgiyi bilgisayar algoritmalarıyla – yani matematiksel hesaplamalar için gerekli olan adım adım yönergelerle – birleştiriyor. Böylece ebeveynlerin, öğretmenlerin ve destekçilerin 3D bilgisayar kullanarak kendi istedikleri resimli kitaplarını basmalarını sağlayan bir arayüz oluşuyor.
“Bir ebeveyn istediği kitabı seçebilir, bir sayfasının resmini çekebilir ve bu resmi 3D printer’a gönderebilir. Bu kadar basit bir şekilde 3D kabartılı kitabına sahip olabilir” diyen Yeh şöyle devam ediyor. “Bu vizyonu tamamen gerçekleştirebilmek için dikkat etmemiz gereken bilimsel, teknik ve insani unsurları araştırıyoruz”
Yeh bu projenin tahmin ettiğinden çok daha zor olduğunu kabul ediyor, “fakat aynı zamanda çok daha değerli” diye ekliyor.


Kabartma Resimli Kitaplar Projesi geçen sene üniversite tarafından 8000 $’lık bir bursla desteklendi. Böylece Yeh’in araştırma grubu Denver’daki Anchor Görme Engelli Çocuklar Merkezi isimli anaokuluyla beraber çalışarak görme engelli minik çocukların ihtiyaçlarını ve ebeveynlerin onları okumaya nasıl teşvik edeceğini daha iyi anlama fırsatı buldu. Yeh, 3D basılı çocuk kitaplarının büyük avantaj sağladığını çünkü görme engelli çocukların çoğunun Braille alfabesini (kör alfabesi) altı yaşına kadar öğrenmeye başlamadıklarını söylüyor.
“Amaç ebeveynlere, öğretmenlere ve destekleyicilere gerekli yazılımı ve 3D yazıcıyı nasıl kullanacaklarını öğretip kendi kitaplarını yapabilmelerini sağlamak. Her çocuk kendine has görme problemlerine sahip olduğu için amaç her çocuğun kitabını ona özel olarak yapmak” diye devam ediyor.
Bu projeye daha fazla dikkat çekebilmek için Yeh “bu yaz Denver-Boulder alanına bazı atölyeler kurarak insanlara çocuk kitaplarının 3D modellerini nasıl yapacaklarını ve nasıl yazdıracaklarını öğreteceğiz” diyor.
[/vc_column_text][/vc_column][/vc_row]
3D Yazıcı satın alırken neye dikkat edilmeli?
3d yazıcı satın almak istiyorsunuz fakat hangisine karar vereceğinizi bilmiyor musunuz?
Cep telefonları veya tabletler gibi kişisel elektronik cihazlardan farklı olarak, 3d yazıcılar sadece elektronik ve yazılım ile farklılaşmıyor, aynı zamanda kullandıkları malzeme ve üretim teknolojileri ile de birbirlerinden farklılaşıyor. Dolayısıyla 3d yazıcı seçiminde, sadece teknik özellikleri karşılaştırmak sizi yanlış seçime yöneltebilir.
Peki bütün bu unsurlar göz önüne alındığında 3d yazıcı seçiminizi nasıl yapabilirsiniz?
Her şeyden önce ihtiyacınızı belirleyin
Üç boyutlu yazıcılar, kullandıkları teknoloji, yazılım, malzeme, hassasiyet, maksimum baskı boyutu gibi farklılıklar göstermektedir. Bütün bu faktörleri karşılaştırırken, öncelikle her kriter için en iyisinin, “en hızlı ve en büyük olan” 3d yazıcı olmadığını bilmelisiniz.
Örneğin çok yüksek çözürnülük ve kalitede baskı alabileceğiniz Formlabs Form 2 baskı boyutu 16.5 cm ile kısıtlıdır. Diğer yandan çok büyük bir baskı alanına sahip olan DeltaWasp 4070 çok küçük parça üretimine uygun değildir. Önemli olan, sizin yapmak istediğiniz üretim için en uygun 3d yazıcıyı seçmenizdir.
Bunun en kolay yolu da, üretmek istediğiniz parçalar için önemli olan kriterleri tespit etmek ve şu soruları kendinize sormaktır.
- Üretilmek istenen parçaların boyutları nedir? Gerçek boyutlu bir tencere protitipi mi yoksa bir diş modeli mi üretilecek?
- Üretilen parçaların kullanım alanı nedir? Görsel amaçlı bir maket mi, yoksa çalışan bir mekanizma içerisinde test edilecek bir makine aksamı mı?
- İhtiyacınızı karşılayacak malzemelerin mukavemet, ısıya dayanım, dökümlenebilirlik gibi özellikler nelerdir? Döküm için kullanılacak bir yüzük modeli ya da yüksek sıcaklıkta kullanılacak bir elektronik parçası mı?
- Baskıların yüzey kalitesi nasıl olmalıdır? Kalıp için kullanılacak bir model ya da yerine oturması yeterli olacak bir kapak mı?
- Baskı sonrası uygulanacak post-process süreci nedir? Saf aseton ile pürüzsüzleştirilecek bir model mi yoksa macun-zımpara-boya uygulanacak bir model mi?
- Cihaza ayırmak istediğiniz bütçe ve baskı maliyeti nedir? Basit bir ilk prototip ya da şahit numune için kullanılacak son prototip mi?
- Ölçümsel hassasiyet ve üretim toleransları ne olmalı? Dental uygulamalar için kullanılacak bir model mi yoksa ölçüm hassasiyetindense görselliğin ön planda olduğu bir model mi?
- Cihazı hangi ortamda ve kimler tarafından kullanacak? Bir AR-GE ofisinde profesyoneller tarafından ya da okul laboratuvarında öğrenciler tarafından mı?
Bu soruları kendinize sorduğunuzda vereceğiniz cevaplar, sizin için doğru 3d yazıcıyı seçmenizde size rehberlik edecektir.
Teknik özellikleri karşılaştırmak yeterli değildir!
3d yazıcılar malzeme, yazılım, mekanik ve elektronik bileşenlerinden oluşan cihazlardır. Üretim kalitesini etkileyen birçok unsur mevcuttur ve sadece teknik özellikler ile karşılaştırma yapmak sizi yanlış cihaza yöneltebilir.
Üreticilerin sunduğu birkaç kriter:
- Maksimum baskı hacmi
- Minimum Z katman kalınlığı: 20, 25, 50, 90, 100, 200, 300 mikron gibi
- X, Y noktasal hassasiyet
- Tabla özellikleri (Isıtmalı, delikli gibi)
- FDM yazıcılar için ekstrüder özellikleri
- SLA / DLP yazıcılar için lazer veya projektör özellikleri
- Baskı hızı: 100mm/s, 300mm/s, 1000 mm/s gibi
Üreticilerin net olarak sunmadığı önemli kriterler:
- Gerçek ölçümsel hassasiyet oranları: Bunu en doğru şekilde bir kumpas ile baskı örnekleri üzerinden ölçebilirsiniz.
- Baskıların yüzey kalitesi: Bunu görmenin en doğru yolu aynı mikron özelliklerde baskıları karşılaştırmaktır.
- Düz yüzeylerde oluşabilecek rezonans etkisi: Bazı 3d yazıcılarda tabla ile ekstrüder arasında oluşabilen titreşimler dik düz yüzeylerde hafif sapma oluşturabilir.
- Destek kullanımı ve temizleme kolaylığını ancak kendiniz deneyimleyebilirsiniz.
- Zaman içinde baskı tutarlılığı ve aynı kalitede tekrarlanabilir baskı kapasitesi.
Değerlendirmeniz gereken bütün bu kriterleri sadece teknik dokümanlar üzerinden karşılaştırarak doğru bir sonuca varmanız mümkün değildir.
Yanlış karşılaştırma örnekleri
- Ne kadar büyük o kadar iyi mi? Her 3d yazıcının maksimum üretebileceği bir baskı boyutu mevcuttur. Bu teorik değer yerine, asıl önemli olan hangi boyuta kadar tutarlı ve ölçülerde sapma yapmadan üretim yapabileceğidir.
- Örneğin daha büyük baskı alanı olan bir yazıcı, küçük yazıcıya göre daha çok sapma oluşturuyorsa, yanlış bir tercih olabilir. Özellikle ABS gibi ısıya duyarlı malzemelerde, bazı 3d yazıcılarda boyutlarda tutarsızlık görmek mümkündür.
- Ne kadar küçük mikron, o kadar iyi mi? Katman kalınlığı Z ekseninde oluşturulacak çözünürlüğün mikron cinsinden değeridir. Üretici firmalar bu oranı mümkün oldukça küçük göstererek teknik özellikleri öne çıkartsalar da mikron değerlerini karşılaştırmak çok anlamlı değildir.
- Her 100 mikron aynı değildir: Makinelerin kullandığı yazılım, malzeme ve mekanik donanımları (step motorlar gibi) farklı olduğu için, aynı katman kalınlığında alınan baskılar arasında ciddi farklar olacaktır. Bir başka değişle her makinenin 100 mikron baskısı aynı kalitede değildir.
- 20 Mikron mu, 100 Mikron mu daha iyi? Sanılanın aksine, FDM teknolojisinde 100 mikronun altında yapılan 3d baskılar kaliteyi artırmaz, tam tersine, baskı kalitesine olumsuz bir etki yaratır. 20 mikron gibi düşük değerlerde yapılan baskılarda, nozzle ucunda oluşan sıcaklık, bir önceki katmanı eriterek daha önce örülmüş katmanları deformasyona uğratır.
- Ne kadar hızlı o kadar iyi mi? Herkes daha hızlı üretim yapmak ister fakat hızlı üretim yaparken kaliteden ödün vermemek gerekir. Birçok 3d yazıcının hız ayarlarında değişikliker yapabilse de, bu artış hız için tasarlanmamış bir yazıcıda, baskı kalitesinde ciddi sıkıntılara neden olabilir. Hız sizin için önemli bir etken ise, bunun için özel tasarlanmış bir 3d yazıcı seçmenizi öneririz.
- Hızı etkileyen bir unsur olarak 3d yazıcının yazılımı kadar tasarımı da önemlidir. Örneğindelta tipindeki FDM yazıcılar üç koordinatlı kayış sistemi sayesinde 1000 mm/s gibi çok daha yüksek hızlara baskı kalitesi problemi yaşamadan ulaşabilir.
SLA ve FDM Teknolojileri arasındaki doğal kalite farkı
SLA teknolojisi sıvı reçineyi, çok ince bir lazer ile katılaştırdığı için, teknolojik olarak termoplastikleri eriterek üretim yapan FDM 3d yazıcılarına göre çok daha kaliteli, pürüzsüz yüzeyli ve hassas baskılar elde etmenizi sağlar.
Aşağıdaki örnekte Formlabs SLA 3D Yazıcı ile 200 mikron değerinde yapılan baskı ile FDM yazıcılar arasındaki kalite farkını görebilirsiniz.

Gözünüze güvenin: 3d baskı örneklerini kendi gözünüz ile karşılaştırın

Makineleri sadece üretici firmaların sunduğu teknik özellikler ile karşılaştırmak yanıltıcı olacağı için, en doğru karşılaştırma baskı örnekleri üzerinden yapılmalıdır.
Örneklendirme nasıl yapılmalıdır?
3d yazıcıların baskı numunelerini yakından inceleyin: farklı parametre ve malzemeden üretilmiş numuneleri incelemeniz daha verimli olacaktır.
3d baskı kalitesini ölçmek için kullanılabilecek referans 3d model:
- Kötü bir 3d yazıcının da başarılı olabileceği birkaç standart numune olduğu için, birkaç standart numune ile yetinmeyip kendi parçanızı bu yazıcılarda baskısını alarak karşılaştırın.
- Aynı parçanın farklı 3d yazıcılardaki çıktılarını yan yana karşılaştırın. Baskıların yüzey kalitesine ek olarak kumpas ile ölçümsel hassasiyetleri de karşılaştırın.
- Eğer hazırda 3d parçanız yok ise internet üzerinde referans olarak kullanabileceğiniz bir çok parçaya ulaşabilirsiniz. Örneğin tüm ölçüleri ve Radius değerlerine ulaşabileceğiniz Benchy gemisini referans olarak kullanabilirsiniz.
Size özel olan bir parçayı seçin ve bu parçayı 3d yazıcılardan ürettirip yan yana karşılaştırın.
Dünyadaki kullanıcı sayısı ve markanın bilinir olması
Kickstarter gibi platformlarda her hafta yenilerini gördüğümüz 3d yazıcılar en iyisini yapma vaadi ile destek toplasa da, birçoğu proje başlangıcında vaat edilen kaliteyi sunamıyor. Yeni çıkan bir markanın tutarlı bir şekilde üretim yapıp, kaliteli sonuçlar elde etmesi güven oluşturması bir yılı bulabiliyor. Genellikle ilk çıkan versiyonlar tam istenilen stabilite ve kalitede olmuyor.
Bunun yanı sıra, geniş bir müşteri kitlesi olan üreticilerin, müşterilerinden aldığı yoğun geri bildirimler doğrultusunda sürekli iyileştirmeler yapıyor olması; kullanıcılarının sürekli daha iyi bir baskı deneyimi yaşamasını sağlıyor. Üretici firmada arayacağınız kriterler:
- Google aramlarında çıkan sonuç sayısı nedir?
- Satın alacağınız 3d yazıcının Türkiye’deki ve dünyadaki kullanıcı sayısı nedir?
- 3D Printer forumlarındaki yorumlar nedir?
- Yazılımında son 6 ayda kaç güncelleme yapılmıştır?
- Malzeme yelpazesi nedir ve ne gibi yenilikler bekleniyor?
3d yazıcı satın alacağınız firmayı doğru seçin!
3d yazıcılar diğer elektronikler gibi, satın aldıktan sonra uzun yıllar boyunca destek almadan kullanabileceğiniz cihazlar değildir. Yazılım, malzeme, elektronik ve donanım olarak birçok bileşenden oluşan karmaşık sistemler olduğu için, cihazı verimli kullanmak için doğru firmadan satın almanız önemlidir. Tedarikçi firmadan
- Firma sattığı ürünlerin arkasında duruyor mu?
- Bu cihazların satışı için üretici tarafından yetkilendirilmiş mi?
- Size üretiminizde cihazı verimli kullanmak için destek olabilecek mi?
- Teknik servis ve garanti sunuyor mu? Yedek parça bulundurma garantisi mevcut mu?
- Kullanım için eğitim sunuyor mu? Teknik personel ne kadar bilgili?
- Güvenilir mi? Referansları mevcut mu?
- Daha önce sizin sektörünüzdeki başka firmalara hizmet vermiş mi?
- Firma ihtiyacınızı net olarak anlayıp sizi doğru cihaza yönlendirebilecek mi?
Ev alırken, kimden alacağınız, muhitti, yatırıma uygunluğu, bina kalitesi, gelecekteki vaatleri hatta komşularınız ne kadar önemliyse, 3d yazıcı alırken de, üretici, baskı kalitesi, cihazların gelişime açık olması, satın alacağınız firma, referanslar o kadar önemlidir!

{kind=link}
Cad-Cam-Cae-Cnc ve kalıp Tasarımı eğitimi
Solidworks – Solidcam – Machining strategist-Cimatron
3DSmax -Autocad-İnventorcam-Mastercam-inventor
uygulamalı Eğitimleri
[vc_row][vc_column width=”1/1″][vc_column_text]Birçok 3D baskı teknolojisi vardır. Teknolojiler arasındaki ana fark nesneyi oluşturan katmanların nasıl üretildiğidir. SLS (selective laser sintering), FDM (fused depostion modeling) & SLA (stereolithograhpy) 3D baskı için en yaygın kullanılan teknolojilerdir. Selective laser sintering (SLS) and fused deposition modeling (FDM) teknolojileri ham maddenin ısı ile eritilmesi ya da yumuşatılması prensibi ile katmanları üretir.
Bu video laser-sintering teknolojisi toz ham maddenin katman katman eritilerek 3 boyutlu nesnelerin üretilmesini göstermektedir.
Bu video hızlı çekimde FDM teknolojisi ile eritilen plastiğin katman katman örülerek 3 boyutlu nesnenin ortaya çıkışını ve üretilen değişik nesneleri göstermektedir.
Bu video SLA tekniğini göstermektedir.
Kullanılan teknolojiye karar verilirken üretim hızı, üretim maliyeti, 3D yazıcının fiyatı, hammadde maliyeti göz önünde bulundurulmalıdır.[/vc_column_text][/vc_column][/vc_row]
Geçtiğimiz haftalarda Varjan Beyle yaptığımız röportaj sırasında , Min Tasarım ekibinin mimari maketleri için , Makerbot üç boyutlu yazıcıyı kullanarak yaptığı mobilya modellerini gördük. İç tasarım sunumlarında, tefriş yaparken kendi tasarladıkları mobilyaları istedikleri ölçekte basıp kullanıyor , piyasadaki standart mobilya modelleriyle sınırlı kalmıyorlardı.

3 boyutlu yazıcıların mimari sunum ve tasarım alanında giderek daha fazla kullanılması , hem mimarlık ofislerinin hem de öğrencilerin bu alana ilgisinin artması bizi bu teknolojiyle yapabileceklerinizi göstermek için heyecanlandırıyor.
Burada ücretsiz indirip basabileceğiniz 15 tane 3D mobilya tasarımı var. Bu tasarımlar Autodesk’in 123D Gallery‘ sinden seçildi bunlar dışında 123D Gallery’de binlerce mobilyayla ilgili model bulabilirsiniz.
3D baskı neyi ifade etmektedir?
Hayalinizdeki tasarımların çok uygun fiyatlarla 3D printerlar aracılığı ile uygulamaya dönüştürülmesini ifade etmektedir.3D yazıcınız yok diye üzülmeyin. Siz tasarımı bize ulaştırın yeter. Üstelik teknik ayrıntılarla da uğraşmayacaksınız.
Yükleyeceğim dosyanın formatı ne olmalı?
3 Boyutlu tasarımınız hazır ise,STL,VRML,PLY,3DS,FBX.STEP,STP.İGES,SLDPRT, gibi olarak dosyanızı gönderebilirsiniz.
3 Boyutlu tasarımım hazır değil ve bu işten pek anlamıyorum, siz 3D tasarım yapıyor musunuz?
3 Boyutlu tasarımınız hazır değil ise üretilmesini istediğiniz ürünün fotoğrafını JPEG,TİFF,PNG,Aİ,CDR,PSD ya da PDF olarak göndermenizi rica ederiz. Mühendislerimiz talebiniz ulaştıktan sonra sizinle irtibata geçeceklerdir.
Elimde 3 boyutlu ürün var, bu ürünün aynısından istiyorum 3 boyutlu tarama hizmeti veriyor musunuz?
Ürün numunenizi tarafımıza ulaştırmanız durumunda profesyonel 3 boyutlu tarama hizmetimizden yararlanabilir, elinizdeki nesnenin birebir olarak 3 boyutlu halini 3d printerlarımız aracılığı ile elde edebilirsiniz. Konu ile ilgili olarak ürünü göndermeden önce lütfen bize ulaşın.
Fiyatlandırma hakkında bilgi
Sizden gelen veriye göre sağlıklı bir fiyat çıkarılacak ve size bildirilecektir. Fiyat talep ettiğiniz ürüne, ürünün boyutu, üretileceği renk, malzeme ve dayanıklılığa göre değişiklik arz etmektedir.
Fiyat teklifi ile ilgili henüz dönüş olmadı, sebebi ne olabilir?
Fiyat teklifi için göndermiş olduğunuz dosyanın ve bilgilerin eksikliğinden dolayı geri dönüş olmamış olabilir, lütfen bütün bilgileri eksiksiz biçimde doldurduğunuzdan emin olun. Tüm bilgiler eksiksiz ise lütfen konu ile ilgili aykut@tasarimdanimalata.com adresine mail gönderin ya da iletişim bilgilerimizden bize ulaşın. 3 boyutlu tasarımınız hazır olarak bize ulaştıktan sonra 24 saat içinde size kesin dönüş yapmış olacağız.
[vc_row][vc_column width=”1/1″][vc_column_text]
Zamanla kullanıma bağlı olarak körelen veya eski kabiliyetini yitiren matkap uçları özellikle matkabı çok yoğun olarak kullanan kişilerin önemli bir sıkıntısıdır. Matkap ucu ya yenisiyle değiştirilecek ya da bilenecektir. Bileme işlemi , taşlama motorunda yapılırken aşırı dikkat göstermek gerektiğinden mutlaka elinin bu işe alışık bir kişi tarafından yapılması gerekir. Ve yine de her zaman istenilen sonuç elde edilemez. Çünkü matkap ucunun muntazam bir açıyla taşlanması gerekir. En ufak bir kaçırma hareketi işi berbat edebilir.
|
|
|
Thingiverse kullanıcısı MGX , boş zamanlarında fonksiyonel tasarımları hayata geçirmeyi seven bir yazılım mühendisi olarak yukarıda resimlerini gördüğünüz son derece basit ve kullanışlı aparatı geliştirerek körelen matkap uçlarını kolayca bilemeyi başarmış. Aparat değişik açılarda ve değişik ebatlarda tasarlanmış. Bu sayede Dremel veya değişik markalı el motorlarına ve farklı çağlardaki taşlama disklerine uyum sağlanmış. MGX’in Thingiverse sayfasından motorunuza veya taşınıza uygun modeli seçip kullanabilirsiniz. Matkap ucu bileme sonrasında ısınacağı için kolayca aparattan çıkarılabilmesi için bir kanala oturtulmuş. Küçük bir hareketle matkap ucu kanaldan su dolu bir kabın içerisine düşürülebilecek şekilde tasarım yapılmış. MGX , çoğu durum için 118 derecelik aparatın ihtiyacı karşılayacağını düşünüyor.
[/vc_column_text][/vc_column][/vc_row]
Termoset üretimde kullanılan, termoset plastikler, çeşitli işlemlerle kullanılan sentetik malzemelerdir. Isıtılarak şekillendirilen bu malzemeler uygulamadan sonra yeniden işlenemez. 1900’lü yılların başında ticari amaçla kullanılmaya başlayan termosetler bakalit adıyla bugün geniş bir endüstriyel kullanıma sahiptir.
Mutfak eşyalarının ve ütülerin tutma yerlerinde yalıtım malzemesi olarak yaygın şekilde kullanılan bakalit daha sonra telefon kulaklıkları, elektrik muhafazaları ve bağlantı blokları gibi uygulama alanlarında yer almıştır. Termoset plastiklerin kalıplanmasında kullanılan metotlardan biriside sıkıştırma kalıplamadır. Termoset plastiklerin kalıplanmasında kullanılan makinelere termoset kalıplama presleri denir.
Modern hayatın bütün evrelerinde kullanılan termosetler, termoset üretim makinelerinde pres kalıplama şeklinde kullanılarak, endüstriyel üretimde devreye alınır. Günümüzde; evde, otomobilde, fabrikalarda bürolarda vazgeçilmez malzeme konumundadır.
Termoset, uygun maliyet, kullanımını arttıran en önemli etkendir. 300 C’ye kadar ısı dayanımı, soğukta kırılgan olmaması, yüzey parlaklığı ve sertliği, yüksek mekanik özellikler, boyut sabitliği, yüksek elektrikizolasyonu, yağ ve sol ventlere dayanıklılık, hava şartlarına dayanma ve yanmazlık gibi özellikleri de diğer tercih nedenleri olarak sıralanabilir.
3D Yazıcı ile Üretilen ilk Şoförsüz Otobüs Hizmete Girdi
3D baskı otobüs Olli uzun vadede akıllı, güvenli ve istikrarlı bir ulaşım çözümü sunuyor.

3D Yazıcı ile Üretilen ilk Şoförsüz Otobüs Hizmete Girdi
“Local Motors” şirketinin 3D yazıcı ile imalatını gerçekleştirdiği şoförsüz otobüs” Olli”, Amerika’nın başkenti Washington’da yollara çıktı.

Ulaşımını 3D baskı otobüs ile sağlamak isteyen yolcular, “Uber” benzeri bir akıllı telefon uygulaması ile yerlerini Olli’ye bildiriyor. Olli, yolcuları bulundukları yerden alarak istedikleri yere bırakıyor.

IBM Watson Internet of Things ile işbirliği içerisinde üretilen 12 yolcu taşıma kapasiteli 3D baskı akıllı otobüsün güvenli bir sürüş için 30 sensörü bulunuyor.

3D baskı Otobüs; yolcuların, yol güzergahlarıyla ve turistik mekanların tarihleriyle ilgili sordukları sorulara cevap verebilmesini sağlayan bir zengin veritabanına sahip sistemi de bünyesinde bulunduruyor.
“Geleceğe Yönelik Bir Ulaşım Çözümü”
Local Motors’un kurucusu John B. Rogers Jr. amaçlarının Olli ile uzun dönemde akıllı, güvenli ve istikrarlı bir ulaşım çözümü oluşturmak olduğunu söyledi.
Şirket, yine uzun dönemde dünya çapında yüzlerce mikro fabrika kurarak Olli’nin 3D yazıcı teknolojisi ile seri üretimine başlamayı planlıyor.
1.75mm ve 3mm ‘lik filamentlerin aynı yazıcıda kullanılmasını sağlayan yeni ekstruder piyasada …
|
Masaüstü 3D yazıcıların ana hammaddesi olan filamentler bilindiği üzere piyasada genelde iki değişik çapta bulunmaktadır: 1,75mm veya 3mm (bazen 2,85mm olarak da üretilir).
Son zamanlarda kullanıcıların ve üreticilerin 1,75mm çapındaki filamenti tercih etmeleri nedeniyle 3mm çapındaki filamentlerin pazar payı %35’lere kadar geriledi. Ancak yine de 3mm’lik filamentin piyasadan tamamen kalkması beklenmiyor. Her iki çaptaki filamenti aynı yazıcıda kullanmak filament tedariği açısından büyük kolaylık sağlayacaktır. Bazı kişilerin elinde hem 1,75mm hem de 3mm filament kullanan yazıcılar var. Ellerindeki değişik çapa sahip filamentleri istedikleri yazıcıda kullanmak büyük özgürlük sağlayacaktır.
Şimdilerde KickStarter fonlama sitesinde bu özgürlüğü , baskı ucu son derece kolay değişebilen bir ekstruder ile sunmaya hazırlanan yeni bir proje var: 1730 Full metal hot end.
Daha önce piyasaya sunduğu egzotik filamentleriyle tanıdığımız ürün tasarımcısı Kai Parthy‘nin de yer aldığı deneyimli RepRapUniverse ekibinin sunduğu bu ekstruder , açık kaynaklı yazıcı kullanıcılarının derdine deva olmaya aday.
Değişik çaplardaki filamentler için değişik nozzle çaplarında 79’ar euroluk fiyatlarla sunulan ekstruder setleri sayesinde her tür filamenti istediğiniz ekstruder ayarında kullanabileceksiniz. Yazıcınıza monte edebilmek için değişik montaj ayakları da ekstruderla beraber gönderilecek. Dünyanın her yerine ücretsiz kargoyla gönderilecek ekstruder setleri için gümrük vergileri alıcıya ait olacak.
|
Yüksek ısı dayanımı ve kısa çevrim süresinin gerekli olduğu uygulamalar için Sıvı Silikon Kauçuk (LSR), termoplastik, elastomer ve termoset kauçuğun ortak natifi olmaktadır.
Hızla gelişen dünyada artan beklentilere Sıvı Silikon Kauçuk (LSR) çok hızlı cevap vermektedir. Günümüzde standart bir otomobilde 2.000 den fazla LSR ile üretilen parçanın yer aldığını söylersek LSR’ ın hayatımızda nasıl bir yer elde ettiğini daha net anlatmış oluruz. Bir diğer örnek vermek gerekirse , LSR ile üretilen parçalar gıda maddeleri ile temasta ve sağlık uygulamalarında sorunsuzca kullanılmaktadır. Son 20 yıldır popüler olan ve kullanılan LSR malzemeler dünya genelinde 2015 yılı itibarı ile yılda 400.000 ton kullanım miktarına ulaşmıştır. LSR malzemelerin sektörlere göre kullanım oranları şöyledir; Elektronik ve Bilgisayar : %30, Tekstil : %4 , Gıda: %30 , Otomativ : %18, Medikal %8 , Diğer %10.
LSR’i basitçe kauçuk gibi esnek, termoplastik gibi kısa çevrim süresine sahip malzeme olarak tanımlayabiliriz. LSR genellikle 20 litrelik kutular ya da 200 litrelik variller ile kullanıma hazır halde tüketiciye sunulmaktadır. LSR hammaddelerin içeriğinde proses için gerekli olan katkı maddeleri, inhibitörler ve pişirici ajanlar bulunmaktadır. Malzemelerin kullanım ömürleri üreticiden üreticiye değişmek ile birlikte oda sıcaklığında ortalama 6 aydır.
Termoplastik plastik hammaddeler ile LSR’ın arasında üretim anlamındaki en büyük fark Termoplastikler ısı uygulandığında sıvılaşırken, LSR malzemeler; ısı ile katılaşırlar.
Sıvı Silikon Kauçuk (LSR) ürünlerin üstünlükleri;
Canlı varlıklar ile temasta sorunsuz ( sıhhi )
Doğal tat ve koku
İyi kauçuk mekanik değerler
180 C dereceye kadar ısıya dayanım
Gıdaya uygunluk
Ozon ve UV dayanımı
Yanma anında çıkan gazlar ihmal edilebilir seviyede
Düşük sıcaklık direnci ve düşük sıcaklıkta bile esneklik
Sıvı Silikon Kauçuk (LSR) üretimindeki önemli noktalar
Karıştırma ( MIXING) : İyi bir karıştırma için karıştırma ünitesi LSR üretiminin en önemli noktasıdır. Öncelikli olarak karıştırıcı ünitenin boyutu tüketilecek olan miktara göre ayarlanmalıdır. LSR malzeme 20 litrelik kutular ya da 200 litrelik variller ile tüketiciye sunulmaktadır. Bir karıştırıcı ünite çok sayıdaki LSR enjeksiyon makinesini aynı anda besleyebilir. Eğer aynı tip LSR malzeme farklı sayıda küçük boyutlu enjeksiyon makinesinde kullanılacak ise büyük boyutlu karıştırıcı ünite tercih edilmesi maliyet avantajı sağlayacaktır. Ayrıca 200 litrelik varillerin 20 litrelik kutular yerine kullanılması durumunda makine boğazında ve ara bağlantılarda kalan malzeme kaybı ortalama olarak %10 dan %2,5 seviyesine düşmektedir. Opsiyon olarak sunulan seviye ölçer sistemleri A ve B komponentlerinin 1:1 oranında karıştırılmasını garanti altına alarak ürün kalitesine katkı sağlamaktadır.
Enjeksiyon öncesi Sabit Isı : LSR malzemenin kalıba enjekte edilmeden sabit bir ısıda tutulması ve önceden ısıtılmış kalıba hemen enjekte edilip iyi vulkanize olması için çok önemlidir.
Enjeksiyon Makine : LSR prosesi için genellikle hidrolik kapama sistemli makineler tercih edilir. Enjeksiyon makinesinin kapama sistemi , makinenin diğer aksamlarında ve hidrolik yağlarda oluşan ısı artışlarından bağımsız olmalıdır. Enjeksiyon ünitesinin su soğutmalı olması hassasiyet açısından çok önemli bir faktördür. Bu sayede sürekli ve aynı kalitede üretim yapılması garanti altına alınır. Baskı hassasiyeti yüksek kapalı devre (Closed Loop) elektronik kontrollü çalışan enjeksiyon makinesi tercih edilmelidir. Ayrıca fiili enjeksiyon hacmi maksimum strok hacminin %50 sinden fazla kapasiteli enjeksiyon ünitesi tercih edilmelidir. Bunların dışında kalıbın ısıtılması enjeksiyon ünitesinin su soğutmalı olması LSR üretimi için gereken diğer ihtiyaçlardır.
Yardımcı Ekipmanlar : Makinelerin standart ekipmanlarda bazı değişiklikler yapılması gerekir. LSR üretimine özel olan bu ekipmanları LSR üretim grubu olarak adlandırmak yanlış olmaz. LSR üretim grubunu oluşturan ekipmanlar;
Shut off nozzle (Hidrolik iğne tipi kapalı meme )
LSR için dizayn edilmiş vida ve kovan ünitesi
Özel Dozajlama ve karıştırma ünitesi
Kalıp ısı kontrol cihazı ve kalıp ısıtma bağlantısı
Fırçalama ünitesi ara yüzü
Vakum pompası kontrol ara yüzü
Çift hava ejektörü
Kalıp : LSR kalıpları termoplastik kalıplarından temel olarak farklıdır. Eriyik haldeki LSR malzeme çok düşük akışkanlığa sahiptir. Bu nedenle kalıp içinde 0,01 mm lik boşluk alanlara dahi girebilme eğilimi gösterir. Kalıp tasarımcısının bu özelliği göz önünde tutarak hesaplamaları yapması gerekir. Son derece zorlu kalıp tasarımı gerektirir. Kalıp üretiminin her aşamasında gerilim azaltmaya dikkat edilmelidir. Termoplastik üretiminde kullanılan standart itici pimler LSR kalıplarında kullanılmazlar. Bunu iki nedeni vardır. LSR malzemenin yumuşak olması ve küçük çaplı ejektör pimlerinin LSR ile üretilecek parçaları delme riski yüksektir. Ayrıca itici pim ile sürgü kılavuzu arasındaki mesafe malzemenin yanmasına neden olabilir. Yani, basılan parçaların maça ya da iticiler ile değil güç kullanılarak çıkarılması gerekir .Doğru yolluk sistemi bazı potansiyel hataları eliminize etmeye fayda sağlayacaktır. Özellikle soğuk yolluk sistemi LSR uygulaması için tavsiye edilmektedir. Bu sistem sayesinde üretim kayıpları minimuma indirilmektedir. Üstelik LSR gibi pahalı bir malzemenin işlenmesi için oldukça ekonomik bir metoddur. Ancak özellikle belirtmeliyiz ki çok hassas toleranslar ve kesin sıcaklık kontrolü çok önemlidir. Örneğin aynı dar yolluk üzerinde temperlenmiş LSR %3,5 kalıp çekmesi yaşarken, temperlenmemiş LSR %2,7 kalıp çekmesi yaşamaktadır. Ayrıca bazı pasif unsurlar (örneğin iki kalıp gözünün farklı yapılarda olması) parçaların enjeksiyon aşamasında yapışmasına neden olabilir. Bu tarz sorunları engellemek için, iyi parlatılmış kalıp yüzeyleri, kısmi veya komple kumlanmış yüzeyler yapışmayı azaltmaktadır.
Bunların dışında özellikle dikkat edilmesi gereken bir diğer unsurda, kalıp – makine ve kalıp – soğuk yolluk sistemleri arasında sıcaklık ayrımının çok iyi yapılmış olması gerekir. Bu ayrım kalıp gözlerinin doldurulması sonrasında (kesinlikle öncesinde değil) çapraz bağların oluşmasını ve kürleme seviyesinin parçalar üzerinde elde edilmesini garanti altına alır. Farklı enerji oluşumlarının izolasyon plakaları ile ayrılması kalıbın ısınmasını optimize/minimize etmeye imkan verir.
Proses : Karıştırıcı ünite A ve B komponentlerini 1:1 oranında karıştırır. Katkılar, örneğin renk masterbatchleri, en fazla %5 oranında eklenir. Karışımı tamamlanmış malzeme plastikleştirme ünitesine sabit basınç ile gönderilir. Bu basınç doldurma basıncı değişimlerinden bağımsızdır. Vida malzemenin tam ve homojenize biçimde kalıba doldurulmasına uygun seçilmelidir. Erken vulkanizasyonu engellemek ve baskı hatalarının oluşumunu önlemek için enjeksiyon hızı yükseltilmelidir. Bunun üst sınırı malzemenin venting problemi yaşayıp yanmasına neden olmayacak şekilde ayarlanmalıdır. Kalıp gözleri yaklaşık olarak %92 oranında doldurulmalıdır. Tutma basıncı fazında enjeksiyonun kalıbı tamamen doldurması amaçlanmaz. Eksik kalan %8 lik kısım LSR malzemenin ısıtma sırasında termal genleşmesine olanak vermek içindir. Tabi ki bu değere kalıp tasarımı da etki etmektedir.
TERMOPLASTİKLERİN ULTRASONİK KAYNAK ÖZELLİKLERİ
Ultrasonik kaynak açısından ürünleri değerlendirirken ilk olarak yapılması gereken hammaddeyi ve onun ısıl özelliklerini incelemektir. Çünkü termoplastiklerin ultrasonik açıdan farklı karakteristikleri vardır. Ultrasonik kaynak sistemlerinde temel prensip titreşim yoluyla plastik malzemeyi erime noktasına getirmek ve basınçla kaynatmaktır. Ultrasonik kaynak açısından ürünleri değerlendirirken ilk olarak yapılması gereken hammaddeyi ve onun ısıl özelliklerini incelemektir. Çünkü termoplastiklerin ultrasonik açıdan farklı karakteristikleri vardır. Ultrasonik kaynak sistemlerinde temel prensip titreşim yoluyla plastik malzemeyi erime noktasına getirmek ve uygulanan basınçla birlikte onu yeni bir forma sokmaktır. Bu çoğu zaman iki parçanın birleştirilmesi ve bazen de bir plastik parçanın içine metal bir parçayı yerleştirme şeklinde karşımıza çıkabilir.
Termoplastik malzemeler bu yönüyle ultrasonik kaynak için uygundurlar. Ancak tüm termoplastikler aynı kolaylıkla kaynatılmazlar. Termo plastiklerin ultrasonik kaynak için uygun olup olmamaları onların elastikiyet katsayısına, yoğunluğuna, sürtünme katsayısına, termal iletkenliğine ve erime sıcaklığına bağlıdır. Sert plastikler, titreşimi kolay iletebildikleri için ultrasonik kaynama özellikleri daha iyidir. Yumuşak plastikler, düşük elastikiyet katsayılı oldukları için ultrasonik titreşimleri emerek azaltırlar ve kaynak almaları daha zordur. Ancak noktasal kaynak ya da şekillendirme için yumuşak plastikler daha uygundur.
Ultrasonik kaynak açısından plastikleri amorf ve yarı kristal yapılar olarak 2’ye ayırmak mümkündür. ABS ve SAN gibi amorf yapılarda ultrasonik enerji kolay transfer edilebilir. Çünkü moleküler yapıları rastgele dağılmıştır ve erime sıcaklık aralığı geniştir. Böylece akışkan hale geçmeden önce kademeli olarak yumuşatılabilmektedir. PE ve PP gibi yarı kristalize yapılarda ise uygulanan ultrasonik enerjinin büyük bir kısmı emilir. O nedenle bu tür termo plastiklerde amorf yapılara kıyasla daha fazla enerji vermek gerekir. Ayrıca bu tür malzemelerin akışkan hale geçme eğrileri keskindir ve erime kısa süre içerisinde gerçekleşir. Kolaylıkla şekillendirme yapmaya izin vermezler. Yarı kristalize malzemeleri ultrasonik metod ile kaynatmak için yüksek genlik gerekir. Enerji direktörü ya da kaynak ağzı olarak ifade edilen birleşme noktası tasarımı farklı yapılmalıdır. Alüminyum, çelik ve titanyum horn tasarımı ve
Termoplastik malzemeler bu yönüyle ultrasonik kaynak için uygundurlar. Ancak tüm termoplastikler aynı kolaylıkla kaynatılmazlar. Termo plastiklerin ultrasonik kaynak için uygun olup olmamaları onların elastikiyet katsayısına, yoğunluğuna, sürtünme katsayısına, termal iletkenliğine ve erime sıcaklığına bağlıdır. Sert plastikler, titreşimi kolay iletebildikleri için ultrasonik kaynama özellikleri daha iyidir. Yumuşak plastikler, düşük elastikiyet katsayılı oldukları için ultrasonik titreşimleri emerek azaltırlar ve kaynak almaları daha zordur. Ancak noktasal kaynak ya da şekillendirme için yumuşak plastikler daha uygundur.
Ultrasonik kaynak açısından plastikleri amorf ve yarı kristal yapılar olarak 2’ye ayırmak mümkündür. ABS ve SAN gibi amorf yapılarda ultrasonik enerji kolay transfer edilebilir. Çünkü moleküler yapıları rastgele dağılmıştır ve erime sıcaklık aralığı geniştir. Böylece akışkan hale geçmeden önce kademeli olarak yumuşatılabilmektedir. PE ve PP gibi yarı kristalize yapılarda ise uygulanan ultrasonik enerjinin büyük bir kısmı emilir. O nedenle bu tür termo plastiklerde amorf yapılara kıyasla daha fazla enerji vermek gerekir. Ayrıca bu tür malzemelerin akışkan hale geçme eğrileri keskindir ve erime kısa süre içerisinde gerçekleşir. Kolaylıkla şekillendirme yapmaya izin vermezler. Yarı kristalize malzemeleri ultrasonik metod ile kaynatmak için yüksek genlik gerekir. Enerji direktörü ya da kaynak ağzı olarak ifade edilen birleşme noktası tasarımı farklı yapılmalıdır. Alüminyum, çelik ve titanyum horn tasarımı ve
Polaroid de 3D yazıcı sektöründe …
Polaroid adını duymayanımız sanırım yoktur. Adını ilk olarak anında resim çıktısı veren fotoğraf makinaları ile duyuran şirket , dijital fotoğraf makinalarının çıkmasıyla popülerliğini yitirmiş ve bir gerileme sürecine girmişti. Çağın değişen şartlarına uyum sağlama düşüncesindeki şirket , bu yıl içerisinde ilk 3D yazıcısını piyasaya sunmaya hazırlanıyor.
Avrupa’nın en büyük kağıt yazıcı kartuş üreticisi firmalarından EBP ile ortaklaşa çıkarılacak 3D yazıcının 15 ülkede birden satışa sunulması bekleniyor. Polaroid renklerinin de bulunduğu geniş bir skalada sunulacak olan hammaddeler markaya özel olacak. Yani filament kartuşları çipli olacak. Bu durum tüketici için bir dezavantaj olsa da avantajlı yanları da var. Şöyle ki ; eğer filament yazıcıda sona yaklaştıysa kullanıcıya bir uyarı mesajı gelecek ve Polaroid mağazadan online olarak sipariş verme şansı olacaktır.
Polaroid ModelSmart 250S yazıcısının baskı hacmi 250mm*150mm*150mm olarak belirlenmiş. Bu ebatlar pek çok 3D baskı için yeterli bir hacimdir. Otomatik baskı plakası kalibrasyonu olan 3D yazıcıda özel saydam Z ekseni etiketi adını verdikleri özel bir baskı yüzeyi kullanılacağı belirtiliyor.
|
3D tarama sonuçlarını avatara dönüştüren kullanımı basit bir ücretsiz yazılım : SmartBody
Yakın zamanda 3D teknolojilerinin tüketiciler tarafından en yaygın kullanılacağı alanlardan bir tanesinin kesinlikle “oyun sektörü” olduğunu düşünüyorum. Saatlerce bir oyunun başında adeta kilitlenen oyunseverler , 3D teknolojileri sayesinde sevdikleri oyunların baş karakteri olabilirler. Yakın zamanda akıllı telefonların çoğunda göreceğimiz Intel RealSense veya benzeri teknolojili derinlik algılayıcı kameraları sayesinde mobil cihazlar birer el tarayıcısına dönüşecekler. Günümüzde Kinect ve benzeri sensörlerle yapılan taramalar ,artık akıllı telefonlarla yapılabilecek.
Güney Kaliforniya Üniversitesi’nden (USC) bir grup araştırmacının geliştirdiği SmartBody adlı basit uygulamayla yukarıda bahsettiğim tarzdaki 3d tarayıcılarla elde edilen tarama verilerini içine alarak , düzenlenmelerine olanak veriyor. SmartBody uygulaması tarama verilerini işleyerek bunları animasyon karakterlerine çeviriyor. İstenilirse 3d modellerin özelliklerinde değişiklik yapılabiliyor.Örneğin boy uzatılıp , kısaltılabiliyor veya göbek çevresi kalınlaştırılıp , inceltilebiliyor. Uygulama içerisinde hazır gelen artistik hareketlere ilave olarak istediğiniz mizanseni kendiniz de geliştirebiliyorsunuz.
Tüm bu animasyon öğelerini hayata geçirebilmenin yanında 3d taramanızı SmartBody’nin uyumlu olduğu oyun sistemleriyle oluşturulmuş oyunlara aktarabiliyorsunuz. yani artık oyunun baş kahramanı sizsiniz. Uygulamayı denemek isteyenler bu linkten ücretsiz olarak indirebilirler.
|
Kendi model uçağınızı çok ucuza yazdırın …
Model uçak , pek çok ulaşım aracında olduğu gibi ölçeklendirilmiş , yaygın bir hobi aracıdır. Model tren , araba v.b. taşıt araçlarının kendi bünyelerinde oluşturdukları toplulukların yanı sıra ülke çapında federasyonları bile var. Model uçak konusuna meraklı Çek tasarımcılar , birkaç yıl önce tanıştıkları kişisel 3D yazıcılar sayesinde hobilerini çok ucuza tatmin etme ve geliştirme fırsatı yakalamışlar. Tasarladıkları çok bilinen eski tip uçakların gövdelerini 3D yazıcıda yazdırdıktan sonra , uçağın uçabilmesi için gereken diğer unsurları (motor ,uzaktan kumanda v.s.) satın alarak maliyetleri alabildiğine kısmışlar. Uçağın elektrik aksamı dışındaki parçaların maliyetini 10 dolar olarak hesaplamışlar. Bazı modellerde bu maliyet 20 dolara kadar çıksa da , bu rakam her hobiseverin kolaylıkla katlanabileceği bir meblağdır.
Birçok uçağın plan ve talimatlarına 3dlabrint.com adresinden ulaşılabilir. Bu adreste uçağı oluşturmanız için gereken her türlü bilgi mevcut. 3D yazıcılara yabancı veya yeni olan kişilerin zorlanmadan yazdırma işlemini gerçekleştirebilmeleri için STL dosyalarını indirdikten sonra 3d yazıcıda yazdırmanız için gereken bazı ayar noktaları dahi bu talimatlarda belirtilmiş.
|
Masaüstü 3D yazıcı ile hangi hassasiyete kadar baskı yapılabilir ?
Kişisel 3D yazıcıların baskı hassasiyeti konusu pek çok kişinin merak ettiği ve kuşkuyla yaklaştığı bir konudur. Endüstriyel tipteki bir yazıcının hassasiyet değerlerine masa üzerinde çalışan bir yazıcı erişebilir mi ?
Bu soruya yanıt olabilecek örnek bir 3D model geçtiğimiz günlerde Thingiverse‘de yayınlandı. Bir mühendislik öğrencisinin tasarımı olan “3D yazdırılabilen mikrometre” 2.5 inçlik bir ölçüm aralığı mesafesi sunuyor ve ölçüm hassasiyeti +/- 0.003 inç. Bu rakam , mikrometrenin ne kadar hassas çalıştığını bizlere gösteriyor.
Tasarımcı öğrencimizin yazıcısını en hassas ayarlara alıp iki parçadan oluşan mikrometreyi yazdırması toplam 18 saat sürmüş. İki parçayı birbirine vida dişleri ile geçirmek için ilk birkaç gel-gitte mekanik bir zorlanma hissediliyor. Fakat her iki parça birbirine alıştığında son derece rahat çalışan bir mikrometre ortaya çıkıyor. Kuşkusuz , mikrometrenin vida kısmı üzerinde biraz daha çalışılırsa ölçüm sonuçlarındaki kesinlik daha da artacaktır.
Mikrometrenin inç ve metrik sistemdeki iki versiyonunu Thingiverse’den ücretsiz olarak indirebilirsiniz. Mikrometrenin daha küçük (30mm traversli) metrik versiyonu da geçtiğimiz günlerde siteye eklendi.
Mikrometrelerden , mühendislikte kumpastan daha fazla ölçüm hassasiyeti gerektiren durumlarda yararlanılır. Kişisel 3d yazıcılarının ulaştığı bu hassasiyet seviyesi sanırım pek çok kişi ve uygulama için yeterli olacaktır.
|
Bilgisayar destekli tasarım (CAD) daha popüler hale geldikçe, tersine mühendislik, 3D bilgisayar destekli tasarım (CAD), bilgisayar destekli üretim (CAM), bilgisayar destekli mühendislik (CAE) ve diğer yazılımlarda kullanılmak üzere, varolan parçaların üç boyutlu sanal modellerinin yaratılması için kullanılabilir bir metod haline gelmiştir. Tersine mühendislik işlemi bir objenin ölçümünü ve ardından üç boyutlu model olarak oluşturulmasını içerir.Fiziksel objenin boyutları, koordinat ölçme makinesi (Coordinat measuring machine, CMM), üç boyutlu üçgenli lazer tarayıcılar, üç boyutlu yapısal ışık sayısallaştırıcılı tarayıcı veya bilgisayarlı tomografi gibi üç boyutlu tarama teknolojileri kullanılarak ölçülebilir. Genellikle bir nokta bulutu olarak temsil edilen Ölçülmüş veri kendi başına, topolojik bilgi eksikliği taşır ve bu yüzden sıklıkla, üçgen kaplı ağ veya bir CAD modeli gibi daha kullanışlı bir formata dönüştürülür. Imageware Rapidform veya Geomagic gibi uygulamalar nokta bulutlarını; 3D CAD, CAM, CAE gibi uygulamalarda veya görselleştirmede kullanılabilecek formatlara dönüştürür.
Tersine mühendislik, sıklıkla, diğer milletlerin teknolojilerini, aletlerini, bilgilerini veya sahada sıradan askerler tarafından toplanan veya haberalma operasyonlarıyla toplanan bilgi parçalarını kopyalamak için, ordu tarafından sık sık kullanılır
Local Motors 3D Yazıcı İle Araç Yapıp Satacak
3D yazıcılar tam anlamıyla hayatımıza girdi diyebiliriz. Artık müzik kliplerinde bile karşımıza çıkmaya başladılar. Eskiden şaşkınlıkla takip ettiğimiz haberler bizi artık şaşırtmıyor. Önceden “aaa onu da mı 3D yazıcıyla yapmışlar” diyerek şaşırdığımız şeyleri şimdi evimizde üretip günlük hayatımızda kullanıyoruz.
Arizona merkezli firma olan Local Motors 3D yazıcı teknolojisini bir adım daha öteye götürmeye hazırlanıyor. Daha önce “Strati” isimli 3D yazıcı ile üretilmiş arabasıyla ismini duyduğumuz firma bugünlerde bir yarışmayla modeline karar verilen yeni aracının satışını yapmak için gün sayıyor.
Kevin Lo isimli tasarımcının kazandığı yarışmada ortaya çıkan aracın ismi “ReLoad” olacak. İlk etapta yüksek hızlara çıkmayacak olan ReLoad, eletrik motoruyla çalışacak. 2016’ın ilk çeyreğinde satışa sunulması beklenen ReLoad’ın “hızlı” modelleri de şu an belirli olmayan bir tarihte ortaya çıkacak.
Firmanın CEO’su Rogers Jr. Düşüncelerini şu şekilde aktarıyor: “Local Motors olarak şu an üretimde çok büyük bir devrim yapıyoruz. 100 yıldan fazladır benzer yöntemlerle araç üretiliyor. Direkt dijital üretimle beraber dahi araçları daha hızlı üretebilecek teknolojiyi geliştiriyoruz. Bu çalışmalar sayesinde daha güzel, daha güvenli araçlar üretilmeye başlanacak. Bizim de yapmaya çalıştığımız şey tam da bu.”
Mikro Fabrikalar Doğacak
Geleneksel bir aracın bütün parçalarını çıkartıp ucu uca koysak kilometrelerce uzunluk oluşur. Bildiğimiz üzere de bu parçaların bir araya gelip bir aracı oluşturması için milyonlarca liralık sistemler kurup karmaşık bir sürü işlem yapmak gerekiyor. Local Motors üretimi kompakt hale getirerek hem üretim alanlarını küçültecek hem de maliyetleri makul hale getirecek.
Mikro fabrikalar istihdam konusunda ekonominin yardımcısı olmakla birlikte az maliyetli, işbirlikli üretimin önünü açacak. Daha az yatırımla daha büyük işler yapılacak.
Local Motors’un 2016’nın ilk çeyreğinde piyasaya süreceği 3D yazıcı ile üretilmiş arabasını biz de merekla bekliyoruz.
Altın ve Gümüş 3D Baskı Nano Duvarlar (nanowalls) Dokunmatik Ekranları Daha Ucuz ve Daha İyi Hale Getirebilecekler
ETH Zürih’ten bir grup araştırmacı, önceden geliştirilmiş olan Nanodrip 3D baskı yöntemini altın veya gümüş nano parçacıklarla kullanarak tabletlerimizde, akıllı telefonlarımızda ve diğer aygıtlarda dokunmatik ekran performansını artırabilecek, 3D baskı için yeni olan ultra ince ‘nano duvarlar’ yöntemini geliştirmişlerdir. 3D baskı süreci, en şeffaf ve iletken elektrotları kullanır ve bu da daha düzgün daha hassas dokunmatik ekran oluşturulmasını sağlar.
Dokunmatik ekranları günlük hayatımızda ATM’lerden akıllı telefonlara kadar çok da farkında olmadan kullanıyoruz. Parmaklarımızı bir uygulama açmak, email göndermek veya bir resim çekmek için kullanmaktayız.
ETH Zürih’in söylediği gibi, dokunmatik ekran teknolojisi iletken bir maddeden yapılmış, üzeri neredeyse görünmeyen nano duvar ile örtülmüş mikroskopik şeffaf elektrotlara dayanmaktadır. Günümüzde en çok kullanılan madde indiyum kalay oksittir. Bu madde yüksek şeffaflık barındırırken (elbette ekranı görmemizi sağlayan özelliği) oldukça düşük iletkenliğe sahiptir.
Araştırmacıların çığır açan gelişmesi nano duvarların altın veya gümüş metal nono parçacıklarla 3D yazdırılabilmesi olmuştur. Böylelikle indium kalay oksitten daha iletken ve şeffaf olabilen daha iyi dokunmatik ekran deneyimini sağlayacaktır.
‘İndium kalay oksit sadece nispeten daha yüksek şeffaflık oranına sahip olduğu ve ince katmanların üretimi iyi araştırıldığı için kullanılmıştır fakat sadece bir dereceye kadar şeffaftırlar’ demiştir ETH de PhD öğrencisi ve araştırma takımı üyelerinden olan Patrik Rohner. Fakat altın ve gümüşün şeffaf olmadığını söyleyebilirsiniz – en azından bizim gördüğümüz kadarıyla. Bu da tam olarak ‘elektrodinamik mürekkep püskürtmeli yazıcı’ olarak da bilinen nano temelli 3D baskı sürecinin devreye girdiği yerdir. Görünüşe şeffaflık kazandırırken, metal maddelerin iletkenliğini koruyabilmek için, araştırmacılar elektrotları 80 ila 500 nano metrik kalınlık arasında değişen ultra ince katmanlara 3D yazdırmışlardır. Ancak, bu da başka bir problemi ortaya koymaktadır:
‘Eğer bu metallerden yapılmış kablolarda hem yüksek şeffaflık hem de iletkenliğe ulaşmak istiyorsanız, hedeflerinizde bir çatışma var demektir’ demiştir ETH termodinamik profesörü ve araştırmanın başkanı Dimos Poulikakos. ‘Altın ve gümüş kabloların kesitsel alanı genişledikçe, iletkenlik artar fakat şebekenin şeffaflığı azalır.’
Bu ikilemi çözmek için, elektrotlar genişliklerinin 3 veya 4 katı uzunlukta olmaları için 3D yazdırılır. Böylelikle kesitsel alanın genişliği artırılırken iletkenlik de artırılır.
Nanodrip 3D baskı süreci 3 yıl önce Poulikakos ve iş arkadaşları tarafından geliştirilmiştir. Esasında bu da ETH Zürih’in dünyanın gelmiş geçmiş yazdırılan, saç telinin içine dahi girebilecek incelikteki renkli resmini ortaya çıkarmalarını sağlayan süreçle aynıdır. Bu süreçte, metal nano parçacıklardan ( bu durumda altın veya gümüş) yapılan mürekkepler bir çözücü içerisine konulur ve bir elektrik alan yardımıyla küçük damlalar halinde dağıtılır. Çözücü hızlı bir şekilde buharlaşır ve gerisinde de 3D yapısını bırakır.
Bu damlacık 3D sürecinin en büyük avantajı, damlacıkların çözüldükleri açıklıklardan on kat daha küçük olması ve böylelikle de çok çok küçük boyuttaki yapıların yazdırılabilmesine olanak sağlamasıdır. Poulikakos şöyle açıklamıştır; ‘Kapalı bir musluktan suyun damladığını düşünün. Ve başka daha küçük bir damlanın bu damladan düştüğünü düşünün. Biz sadece daha küçük olan damlacığı yazdırıyoruz’.
ETH’nin de raporunda işaret ettiği üzere, 3D baskıda ilk defa dokunmatik nano duvar üretimi yapılmaktadır ve faydaları da açıkça ortadadır. Nano duvarlar sadece indiyum kalay oksitten daha şeffaf olmakla kalmayıp, aynı zamanda daha iletken ve düşük maliyetlidir. Bunun da nedeni indiyum kalay oksit üretiminde yüksek bakımlı temiz oda ortamının sağlanması gerekliliği yatmaktadır. Aksine bu gereklilik altın ve gümüş nano parçacıkları üretimi için söz konusu değildir. Dokunmatik ekranların ve akıllı telefonların kalitesini artırmaya ek olarak, bu 3D basılmış elektrotlar ayrıca yüksek iletkenlikleri veya LCD yerine OLED teknolojisini kullanan kavisli görünümleri sayesinde geniş dokunmatik ekranlara daha iyi uyum sağlamaktadırlar. Başka bir potansiyel kullanım alanı da gene şeffaf elektrotların kullanılabileceği güneş pilleri olabilir. Bu elektrotları daha iletken ve şeffaf yaparak, güneş pilleri daha fazla elektrikten yararlanabilir.
ETH Zürih takımı için bir sonraki adım 3D baskı sürecini yükseltmenin bir yolunu bulmak olacaktır. Böylelikle çoklu üretimi yapılabilecek ve endüstrileştirilebilecektir. Şans eseri, ETH, kendisinden ayrılmış bir şirket olan Scrona (en ince 3D basılmış resmi yapabilen şirket) ile çoktan bunu başarmak için çalışmalara başlamıştır.
SolidWorks’den çocuklar için 3D yazılım …
SolidWorks , hiç kuşkusuz , 3D dijital tasarım dünyasının en sık kullandığı araçlardan bir tanesidir. Rakibi Autodesk’in 3D konusunda pek çok alanda (3D yazıcı üretimi dahil) son yıllarda yaptığı ataklara karşılık vermek amacıyla olsa gerek , Autodesk’in 123dapp.com ‘da yaptıklarına benzer uygulamaları yakın zamanda kullanıma sunacağını duyurdular. “SolidWorks for Kids” adını taşıyan yazılım ve uygulamalar yurtdışında STEM (bizde fen bilimleri) olarak bilinen eğitim sürecine katkı sağlayacak. Gençlerin , hatta çocuk yaşta olanların kullanabileceği uygulamalar değişik başlıklar altında toplanacaklar:
- Capture It: Foto,video veya ses verilerini nesne formuna geçirecek uygulamalar…
- Shape It: Fikirleri ve soyut düşünceleri 3D tasarıma çeviren uygulamalar…
- Style It: Oluşturulan 3D tasarımları renklendiren ve stil kazandıran uygulamalar…
- Mech It: Tasarlanan 3D nesnelerle eğlenceli projeler oluşturmaya yarayan uygulamalar…
- Show It: Tasarımların kolayca toplulukla paylaşımı…
- Print It: Son tasarlanan ürünlerin 3D (veya 2D) baskılarının alınmasına yarayan uygulamalar…
|
|
|
“SolidWorks for Kids” projesi bu yılın bahar aylarında başlayacak. İsteyenler proje başladığındahaber almak için ilgili web sitesine kayıtlarını yaptırabilirler.
3D yazılım dünyasının devlerinin bu hamleleri ister istemez akıllara , 3D tasarım ve yazıcıların çok yakın bir zamanda tüm okul müfredatlarında yer alacağını akıllara getiriyor. Bu tür uygulamaları erken kabul eden eğitim sistemleri , fen bilimleri alanında gelişmiş nesiller yetiştirme yarışında ön sıralarda yer alacaklardır. Sizler , Türk eğitim sisteminde 3D eğitimi konusunda neler düşünüyorsunuz ? Bu konuda neler yapılmalıdır ? Düşüncelerinizi yorum kısmında paylaşabilirsiniz.
3D yazılım dünyasının devlerinin bu hamleleri ister istemez akıllara , 3D tasarım ve yazıcıların çok yakın bir zamanda tüm okul müfredatlarında yer alacağını akıllara getiriyor. Bu tür uygulamaları erken kabul eden eğitim sistemleri , fen bilimleri alanında gelişmiş nesiller yetiştirme yarışında ön sıralarda yer alacaklardır. Sizler , Türk eğitim sisteminde 3D eğitimi konusunda neler düşünüyorsunuz ? Bu konuda neler yapılmalıdır ? Düşüncelerinizi yorum kısmında paylaşabilirsiniz.
Bir kemiği nasıl 3D yazabilirsiniz? Birkaç yıl önce, araştırmacı olmayan herhangi biri (ve hatta birçok araştırmacı) bu soruyu soruyordu, insanlar bunlara garip bir şekilde bakmış olmalı. Bugün biliyoruz ki, biyolojik parçalara ayrılabilen polimer gibi yeniden emilebilir ve seramik gibi organik olmayan bio-aktif evre malzemesi karışımı ile olabilir.
EnvisionTEC 3D-Bioplotter ile Yazılmış Karbon-Nanotube-ile-Doldurulmuş Kemik Malzemeli Biobaskı İmplantlar İçin Büyük Ümit Vaat Ediyor
Bir kemiği nasıl 3D yazabilirsiniz? Birkaç yıl önce, araştırmacı olmayan herhangi biri (ve hatta birçok araştırmacı) bu soruyu soruyordu, insanlar bunlara garip bir şekilde bakmış olmalı. Bugün biliyoruz ki, biyolojik parçalara ayrılabilen polimer gibi yeniden emilebilir ve seramik gibi organik olmayan bio-aktif evre malzemesi karışımı ile olabilir.
Complutense de Madrid Üniversitesi (İspanya) Eczacılık Fakültesi profesörlerinden Prof. Maria Vallet-Regi tarafından yürütülen bir araştırma yakınlarda kemik dokusunda 3D elektriksel bir ağ oluşturmak için karbon nanotube eklenirse, kemik hücresi yeniden gelişmesini gerçekten tetikleyebileceğini gösterdi. Bunu kanıtlamak için, EnvisionTEC 3D-Bioplotter® kullandılar ve sonuçları Aveiro Üniversitesi (Portekiz) ile iş birliği yaparak Biomedikal Malzeme Araştırmaları Dergisinde yayınladılar.
Malzeme olarak kullandıkları polimer 3D yazdırılması kolay ve polikabrolakton veya PCL gibi implantların kullanımı için FDA tarafından onaylıdır. Seramik aşaması malzemesi yaygın oluşan kalsiyum bazlı mineral hidroaksipatittir.
“Bugünlerde kalsiyum fosfatlar, camlar, polimerler kemik yenileyicileri ve bio uyumlu fonksiyonel malzeme olarak doku mühendisliğinde kullanılmaktadırlar, çünkü doğal kemik dokularına çok benzerler.’ demiştir projeden sorumlu Baş Araştırmacı Mercedes Vila. ‘Bu tip malzemeler implant parçalarını elde etmede ve istenilen şekil ve boyuta iskele oluşturmada farklı şekil verme metodlarıyla tasarlanmışlardır.’
‘Karbon nanotubes (veya CNTler) ‘ hasarlı kemik bölgesine implante edildiğinde inşa etme sürecinde bu sitümülasyonun uygulamasına izin veren 3 boyutlu elektirikle yürütülen ağ’ yaratmak için bio yazdırılabilir malzeme karışımlarına eklenmiştir. Bunun nedenini de, Mercedes bana şöyle açıklamıştır, modern tekniklerin dirençli malzemeleri akıllı sistemlerle birleştirme eğilimi, kemik tümleşimi (kemik gelişimi) sürecini hızlandırmak için dıştan gelen uyarıcıya cevap verebilmektedir. Ne olduklarını bilmemeniz durumunda, CNT’s temel olarak bir atom kallın grafen sayfalarının, sadece birkaç nonometre çaplarda uzun flaman oluşturmak için birbirleri üzerine sarılmasıdır.
‘Bu açıdan, elektrikli uyarıcılar mekanik doldurulmuş kemiklerdeki elektrik potansiyellerinin varlığının bulunmasından itibaren keşfedilmektedirler’ diye eklemiştir Mercedes. ‘Adezyon ve ayrışma gibi kimi hücre davranışları elektrikli uyarıcı uygulamasından etkilenebilir. Bu nedenle, doğrudan bir elektrikli uyarıcının yanı sıra malzemenin yüzeyindeki kalıcı değişme oluşumu, pozitif veya negatif, hücrelerin çevresindeki yüklü iyonların etkileşimini artırabilir. Bu da hücredeki metabolik aktivitedeki bir sonraki etki ile protein emilimini düzenleyebilir. Bu yüzden, hücre adezyon ve ayrışmasını kolaylaştırmak için yapılan bio materyal implantasyondan sonra elektrikli uyarıcı kullanımı, sonuç olarak, kemik iyileşmesine yardımcı olması durumu kemik tümleşmesi sürecini hızlandırmak için akıllı bir yaklaşım gibi görünmektedir.
Bu da basit olarak iletken CNT’s leri bio yazdırılmış polimer ve mineral prostetik kemik implantına ekleyerek, gerçek kemik hücrelerinin yeniden gelişmesini tetikleyebilirsiniz anlamına gelmektedir. Bu tabiki şimdilerde sadece yapay ortamda ve hücresel seviyede olmaktadır fakat yol çok açık. Belki de bu CNT’s lerin bio yazdırılmasındaki en merak edilen yön hiçbir ek zorluk yaratmamıştır çünkü çok incedirler ve herhangi bir havalı şırınga ile kolayca çıkarılabilirler. Komplikasyonların birçoğu CPL ve hidropaksit karışımındaki doğru akışmazlığı bulmakla alakalıdır.
“Oda sıcaklığında 3D iskelesinin baskısını almak için direnci korurken şırınga ile çıkarmak için doğru akışmazlığı bulmak karmaşıktı’ diye kabul etmiştir Mercedes. ‘Aynı zamanda, PCL’yi seyreltmek için dikloremetan solüsyonunda sulu harç hazırlanırken, çözelticiyi buharlaştırırken doğru akışmazlığı başarmak gerçekten çok zordu. Dahası PCL ve hidroksipatit CNT’s nin eklenmesiyle beraber karıştırıldığında uygun bir dispersiyona ulaşmak biraz karışık bir zaman almıştır.’
Mercedes ve takımı bio baskının sunduğu olasılıklar için çok hevesliler. Bio seramik bazlı kemik aşılama malzemeleri ve iyenilenebilir dirimsel tıp iskeleleri üzerine çalışıyorlar ve bunlar da polimer bazlı destekler etkili bir şekilde çözülürlerken kemik gelişme hızını arttıracaklardır. Bu araştırmalar ayrıca bio teknik ve anti tümör türlerin, nano parçalar ve biyo teknik uygulamar için bio iletken matrislerin kontrollü çıkışı için bio seramik sistem çalışmalarını ve üretimlerini de içermektedir. Dahası, biyolojik olarak inaktif türlerin, slis porus malzemelerindeki hücre enkapsülasyon, gen terapisi ve transfeksiyonu için mezofor madderler ve organik / inorganik karma malzemelerde salınım sistemleri olarak silis bazlı düzenlenmiş mezofor maddelerin uygulamasında da öncüdürler.
EnvisionTEC’in 3D-Bioplotter’ ını kullanarak, araştırmalarını farklı bir boyuta çıkarabilmişlerdir ve çok karmaşık çok yönlü 3D yapıları öncesinde bilgisayarda programlanan belirli tasarımları takip etmiştir. ‘Bu da her bir olaya dayalı yüksek değişkenlikteli kemik hasarlarını doldururken kemik yedeklemesi üretmede inanılmaz bir fayda sağlamaktadır’ diye açıklamıştır Mersedes. ‘Bu tekniklerin doku yenilemenin geleceği olduğuna inanıyorum, çünkü hastanın yarasının hesaplanmış tomografi ve magnetik rezonansının anatomik bilgisini alarak işlemeye izin vermektedir. Örneğin, kişisel ve eşsiz bir implant yapılabilir. Ayrıca bu ürünleri geleceğin çözümleri olarak geliştirme ve test etme trendi çoktan var ve bence yakın gelecekte bunları piyasada fazlasıyla göreceğiz’.
[vc_row][vc_column width=”1/1″][vc_column_text]
Matter and Form’un geliştiricilerinden yeni bir ürün daha : “Bevel”.
Bevel , akıllı telefonların kulaklık girişlerine takılarak çalışabilen bir 3D lazer tarayıcısı olarak tasarlanmış. Bevel’in tasarımcılarının ürünlerini tanımlarken kullandıkları tam ifade ürünlerinin bir “3D kamera” olduğudur. Yani Bevel’in çıktılarının , oldukça detaylı ve renk öğelerini içermesine rağmen 3D yazıcılarda kullanılabilmeleri için diğer bazı 3D yazılımlarında düzeltilmeleri gerekiyor. Aslına bakılırsa diğer tüm 3D tarayıcılarda da bu durum geçerli. Yazımın başında belirttiğim “Matter and Form” 3D tarayıcısı hariç. Ekip , önceki KickStarter kampanyalarında rekor denebilecek bir başarıya ulaşarak “Matter and Form” 3D tarayıcısını hayata geçirmeyi başardı. Matter and form 3D tarayıcısının şu anda masaüstü segmentinde en başarı 3D tarayıcıların arasında yer aldığını rahatlıkla söyleyebiliriz.
Bevel , akıllı telefonların kulaklık girişlerine takılarak çalışabilen bir 3D lazer tarayıcısı olarak tasarlanmış. Bevel’in tasarımcılarının ürünlerini tanımlarken kullandıkları tam ifade ürünlerinin bir “3D kamera” olduğudur. Yani Bevel’in çıktılarının , oldukça detaylı ve renk öğelerini içermesine rağmen 3D yazıcılarda kullanılabilmeleri için diğer bazı 3D yazılımlarında düzeltilmeleri gerekiyor. Aslına bakılırsa diğer tüm 3D tarayıcılarda da bu durum geçerli. Yazımın başında belirttiğim “Matter and Form” 3D tarayıcısı hariç. Ekip , önceki KickStarter kampanyalarında rekor denebilecek bir başarıya ulaşarak “Matter and Form” 3D tarayıcısını hayata geçirmeyi başardı. Matter and form 3D tarayıcısının şu anda masaüstü segmentinde en başarı 3D tarayıcıların arasında yer aldığını rahatlıkla söyleyebiliriz.
Matter and Form’da yakaladıkları başarıyı arkalarına alan ekip , Bevel ile 3D ürün gamlarını geliştirmeye devam etmek istiyor. Bevel’i de bir KickStarter projesi olarak fonlamaya açtılar. 49 dolarlık fiyatıyla ilgi çeken aparatın kendi yazılımı da beraberinde gelecek. Bevel ile oluşturulan 3D modeller Matter and Form kullanıcılarının 3D taramalarının buluştuğu bir ortam olarak tasarlanancashew3d.com internet sitesine telefondan doğrudan yüklenebilecek. 3D modellerin popüler sosyal ağlarda (Facebook,Twitter v.s.) Bevel uygulaması aracılığıyla paylaşımı mümkün olacak. Bevel’in şarj edilebilir pili 3 saat boyunca 3D tarama yapabiliyor. Bu da ürünün şarjının normal bir kullanımla 1 gün rahatlıkla dayanacağı anlamına geliyor.
Bevel akıllı telefon 3D kamera aparatı projesinin KickStarter fonlamasının bitmesine an itibarıyla 22 gün var. Ve 200.000 dolarlık hedefe çok yaklaşılmış. Projenin fonlaması başarılı olduğunda ürünün sevkiyatı Aralık 2015 içerisinde başlayacak ve 2016’nın ilk aylarında tüm sevkiyatlar tamamlanacak.
[/vc_column_text][/vc_column][/vc_row]
Kum Taneleri İle 3 Boyutlu Baskı
Günümüzde 3 boyutlu yazıcılar çok farklı sektörde ve çok farklı teknolojiler ile karşımıza çıkmaya devam ediyor. Profesyonel baskılar için kullanılan 3 boyutlu yazıcılar ile ev tipi ve yarı profesyonel olarak adlandırdığımız 3 boyutlu yazıcılar birbirlerinden farklı teknoloji kullanıyor. Son olarak karşımıza çıkan teknoloji ise bunlardan çok daha farklı. Markus Kayser, “Solar Sintering” sistemi adını verdiği projesiyle güneş enerjisi ve kum tanelerini kullanarak 3 boyutlu baskı almayı başardı.
Burada kullanılan teknolojinin temel mantığı, malzemeyi katmanlar halinde yaymak ve karbonmonoksit lazeri ile ısıtma yoluyla katılaştırıp 3 boyutlu nesne elde etmek. “Solar Sintering” sistemi ile güneş ışınları lazer görevi görüyor malzeme için ise kum kullanılıyor. Bu proje Markus Kayser’in bitirme projesi olarak hayat bulmuş olsa bile prototip olarak bu şekilde çalışmalar yapılması 3 boyutlu yazıcıların geleceği için oldukça teşvik edici.
Bu çalışma ile ilgili çok daha fazla bilgi edinmek için aşağıda bulunan YouTube videosunu izleyebilirsiniz.
Ultimaker 2+ Ailesi: 3B Baskı Şimdi Daha Hızlı, Daha Kolay ve Daha Kaliteli
“Başladığımız günden beri açık kaynaklı bir platform olma yolunda, başkalarının yaratıcı tavsiyelerini dinleyerek yazıcılarımızı geliştirme ve deneyimlerimizi aktarma konusunda müthiş bir tutkuya sahip olduk. Bu süreç boyunca sürekli olarak sınırlarımızı zorladık ve yenilikçi çözümlerimizi sizlere sunduk.”
Son kullanıcıya yönelik olarak ürettiği masaüstü 3B yazıcılarla, “Avrupa’nın En iyisi” ve “Avrupa’nın En Çok Satan 3B Yazıcısı” gibi ünvanların sahibi olan Ultimaker; kolay kullanılabilir olması, şık tasarımıyla göz doldurması, yüksek performans ve güvenirliği nedeniyle dünya çapında on binlerce kullanıcı tarafından tercih edilmiştir. Üyesi her gün artan bir topluluğun da sahibi olması Ultimaker’ın en güçlü ve eşsiz yanını oluşturmuştur.
İşte bugün size Ultimaker 2 Ailesi’nin güncellenmiş yeni üyeleriyle tanıştırmak istiyoruz; Ultimaker 2+ ve Ultimaker 2 Extended+
Ultimaker 2+: Sahnenin Yıldızına Yakından Bakış
Bahsettiğimiz gibi Ultimaker 2+, bir önceki versiyonu olan Ultimaker 2’a göre birkaç önemli geliştirmeye sahip.
Fanlar güncellendi: Ultimaker 2+ ile fanlarının açıları değiştirildi; fanlar artık baskı ucuna eşit miktarda üflüyor ve hava sirkülasyonu kusursuz bir şekilde sağlanabiliyor. Böylece daha pürüzsüz (saçak vb. oluşmayan) ve kaliteli baskılar alabiliyoruz. Bunun yanında, yeni fanlar artık çok daha sessiz çalışıyor. Ve pervane sesi duymanız çok zor.
Filament Besleme Motoru Güncellendi (Feeder): Artık takılan filamentinizi çıkarmak ve yeni bir filament takmak çok daha kolay bir hale geliyor. Mandallı yapı sayesinde, artık mandalı aşağı ittirerek filamentinizi takabilirsiniz. Veya kemirme vb. sorunlar oluştuğunda yine mandalı kullanarak kolayca yıpranmış filamentten kurtulabilirsiniz.
Diğer önemli özellik ise basınç kontrolü. Örneğin; Flex PLA gibi esnek filamentler kullanmayı tercih ediyorsanız, motorun filamenti ittirirken uygulayacağı basıncı azaltarak filamentin sağlıklı bir şekilde baskı ucuna ulaşmasını sağlayabilirsiniz.
Diğer önemli özellik ise basınç kontrolü. Örneğin; Flex PLA gibi esnek filamentler kullanmayı tercih ediyorsanız, motorun filamenti ittirirken uygulayacağı basıncı azaltarak filamentin sağlıklı bir şekilde nozula ulaşmasını sağlayabilirsiniz.
Yeni Duyarlı Sıcaklık Sensörü: Güncellenen sensörle birlikte artık sıcaklık daha hassas okunabiliyor. Hassas okuma daha kaliteli çıktılar demek.
Isıtıcı Kartuş: 25W değerinden 35W’a çıkartılan ısıtıcı kartuşlar sayesinde baskı ucunun ısınması süresi çok daha kısa. Fişe takın, yazdıra basın, yazıcınız 30sn-1dk’da işleme başlasın.
Olsson Block: Yaşasın! Ultimaker 2+ ailesi Olsson block monte şekilde ile geliyor.
3B yazıcıların gittikçe akıllanıp kullanımlarının kolaylaşacağı konusunda tahminlerimizi önceden sizlerle paylaşmıştık. Ultimaker gibi şirketlerin sayesinde sürecin oldukça hızlı gelişeceğini hissedebiliyoruz. Ne dersiniz yakında sesli yazdır komutu verince baskıya başlayabilecekler mi?
Omurga Ameliyatında 3 Boyutlu Yazıcı Kullanıldı
3 boyutlu yazıcılar hayatımızın bir parçası olmaya devam ediyor ve gün geçtikçe çok daha fazla alanda karşımıza çıkıyor. 3 boyutlu yazıcı teknolojisinin en çok kullanıldığı ve en heyecan verici gelişmelerin yaşandığı elbette sağlık sektörü.
Çin’in Beijing şehrinde yaşanan bir gelişme tekrar tüm gözleri 3 boyutlu yazıcıların üzerine çekti. Kemik kanseri olan bir çoçuğa 3 boyutlu yazıcı ile basılmış yapay bir omur takıldı ve ameliyat başarılı oldu. Doktorlar öncelikle 12 yaşındaki Minghao’nun boynunda ikinci omurunda bulunan tümörü aldı ve buraya 3 boyutlu yazıcı ile basılmış yeni omuru yerleştirdi.
Normal koşullarda hastalıklı bir omur için içi boş bir titanyum tüp kullanılmaktadır. Hasta böyle bir ameliyat sonrasında en az 3 ay dinlenme süreci geçirmek zorunda ve bu dinlenme sürecinde hastanın kafası vidalarla sabitlenir çünkü kafasının yatağa dokunmaması gerekmektedir. 3 boyutlu yazıcı teknolojisi ile üretilen omur ise hastaya yerleştirildikten sonra hasta çok daha rahat bir şekilde bu dinlenme sürecini atlatabiliyor ve kafasını sabit tutmak için vidalama işlemi gerekmiyor. Yerleştirilen parça omuru taklit ettiği için hasta çok daha rahat bir iyileşme süreci geçiriyor.
Ameliyattan 5 gün sonra açıklama yapan doktorlar, hastanın hızlı bir şekilde iyileşme sürecine girdiğini ve ameliyatın başarılı olduğunu söylediler.
Fossilized Projesi Beton Kullanılarak Üretim Yapılmasının Önünü Açıyor
Hatırlarsanız; bir hammadde olarak beton, devasa 3D yazıcılar tarafından üretilmiş olan gerçek bir evin hikayesiyle de gündeme gelmişti. Üstelik evin 3D yazıcıyla üretilmiş olmasının yanı sıra, sadece 24 saat içerisinde üretilmiş olması da oldukça hayret vericiydi.
Bartlett School of Architecture‘da 4 Master öğrencisi tarafından hayata geçirilen Fossilized adlı proje, beton üretiminde sanat ve sağlamlık kavramlarını bir araya getirerek mimari alanda umut verici bir kapının aralanmasını sağlıyor.
Kendilerini “Amalgama” grubunun çatısı altında toplayan öğrenciler, -Alvaro Rodriguez, Francesca Camilerri, Nadia Doukhi ve Roman Strukov- aslında bir yıldır bu proje üzerinde çalıştıklarını ve bu tür bir beton üretim tekniğinin sektöre getirdiği faydaları şu şekilde açıklıyorlar:
“Fossilized projesi, betonun günümüzdeki mevcut kullanım alanlarındaki sanatsal ruh yoksunluğunu ortadan kaldırmak amacıyla, daha yapısal bir dokunuşu 3D yazıcıların yetenekleriyle birleştirerek aslında betonun sanatsal yönünü ortaya çıkarmak için geliştirildi.”
Bir grup araştırmacı ve meraklı öğrencinin elde ettiği sonuçlar aslında hiç de fena sayılmaz. İlk bakışta, beton gibi sıcaklık ve akışkanlık derecesinin önemli olduğu bir hammaddeyi 3D yazıcılarda kullanmak oldukça zor gibi
Kendilerini “Amalgama” grubunun çatısı altında toplayan öğrenciler, -Alvaro Rodriguez, Francesca Camilerri, Nadia Doukhi ve Roman Strukov- aslında bir yıldır bu proje üzerinde çalıştıklarını ve bu tür bir beton üretim tekniğinin sektöre getirdiği faydaları şu şekilde açıklıyorlar:
“Fossilized projesi, betonun günümüzdeki mevcut kullanım alanlarındaki sanatsal ruh yoksunluğunu ortadan kaldırmak amacıyla, daha yapısal bir dokunuşu 3D yazıcıların yetenekleriyle birleştirerek aslında betonun sanatsal yönünü ortaya çıkarmak için geliştirildi.”
Bir grup araştırmacı ve meraklı öğrencinin elde ettiği sonuçlar aslında hiç de fena sayılmaz. İlk bakışta, beton gibi sıcaklık ve akışkanlık derecesinin önemli olduğu bir hammaddeyi 3D yazıcılarda kullanmak oldukça zor gibi gözükse de resimdeki sanatsal yapı, bunun tam anlamıyla mümkün olduğunu kanıtlıyor.
Ortaya çıkan eserin dönemeçli yapısı ve tıpkı bilim-kurgu filmlerinden tanıdığımız devasa tapınak kolonlarının da tasarıma ayrı bir boyut kazandırdığı hissediliyor.
Bu projeyle birlikte Amalgama takımı, buldukları Fossilized isimli bu yeni tekniğin mimari alanda geleneksel yöntemlere kıyasla harcanan toplam beton miktarını önemli ölçüde azaltacağını belirtiyor. Ancak bu projenin gerçek hayat senaryolarına ne kadar uyumlu olabileceği de Amalgama takımı tarafından kuşkulu bir durum olarak benliğini koruyor.
Projenin ileriki zamanlarda ne gibi fırsatları beraberinde getireceğini görmek için şu an beklemekten başka bir seçeneğimiz yok gibi görünüyor.